2026-03-16
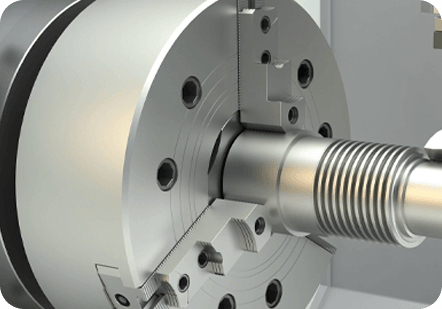
2026-03-16 Ang katumpakan motor shaft ay ang mekanikal na bahagi ng output ng isang de-koryenteng motor — ang umiikot na cylindrical na elemento na nagpapadala ng torque mula sa rotor ng motor patungo sa pinapatakbong load sa pamamagitan ng mga coupling, gear, pulley, pinion, o direktang interference-fit na koneksyon. Ang salitang "katumpakan" sa kontekstong ito ay hindi isang qualifier sa marketing; ito ay tumutukoy sa mga mahigpit na pagpapaubaya sa dimensyon, mga kinakailangan sa geometric na katumpakan, at mga detalye ng pagtatapos sa ibabaw na nakikilala ang isang precision na motor shaft mula sa isang karaniwang commercial shaft. Sa mga application mula sa mga medikal na device at mga instrumento sa laboratoryo hanggang sa mga servo drive, robotics, at aerospace actuator, direktang tinutukoy ng dimensional accuracy ng shaft ang performance ng system — ang kalidad ng pagkakatugma, coupling concentricity, mga antas ng vibration, rotational accuracy, at sa huli ang pagiging maaasahan ng buong driven assembly.
Kahit na ang mga maliliit na paglihis mula sa tinukoy na geometry ng shaft ay maaaring mag-cascade sa mga seryosong problema sa antas ng system. Ang diameter ng shaft na 0.01mm na sobrang laki ay magdudulot ng sobrang stress sa press-fit na bearing sa panahon ng pagpupulong at maaaring pumutok sa panloob na karera. Ang isang shaft na may 0.005mm ng runout sa bearing journal ay magpapataw ng cyclical load sa bearing sa shaft rotational frequency, na kapansin-pansing binabawasan ang buhay ng serbisyo ng L10 nito. Ang isang baras na may hindi tamang pagkamagaspang sa ibabaw sa upuan ng tindig — masyadong magaspang — ay mag-mic-weld sa bearing inner race sa panahon ng operasyon, na gagawing mapanira ang disassembly. Hindi ito mga edge case; ang mga ito ay ang karaniwang mga kahihinatnan ng pagkuha ng mga motor shaft sa hindi sapat na mga marka ng katumpakan, at pag-unawa kung ano ang gumagawa ng isang precision motor shaft ang tunay na tumpak ay mahalaga para sa sinumang tumutukoy, kumukuha, o nagdidisenyo gamit ang mga bahaging ito.
Ang precision motor shaft ay hindi isang simpleng cylinder — ito ay isang multi-feature machined component kung saan ang bawat zone ay idinisenyo upang mag-interface sa isang partikular na bahagi ng mating, at ang bawat interface ay nagpapataw ng sarili nitong mga kinakailangan sa dimensional, geometric, at surface finish. Ang pag-unawa sa function ng bawat feature ay nakakatulong kapag nagsusulat ng mga detalye at sinusuri ang kakayahan ng supplier.
Ang mga bearing journal ay ang mga cylindrical na seksyon ng shaft na nakaupo sa loob ng rolling element ng motor o plain bearings. Ang mga ito ay karaniwang ang pinaka-dimensyon na kritikal na mga seksyon ng buong baras. Ang diameter ng journal ay dapat magkaroon ng mahigpit na tolerance — karaniwang IT5 o IT6 grade sa bawat ISO 286, na isinasalin sa mga tolerance na ±0.003mm hanggang ±0.008mm sa mga diameter mula 5mm hanggang 50mm — upang makamit ang tamang bearing fit. Ginagamit ang clearance fit para sa mga bearings na dapat idiin sa shaft gamit ang hand force o light tooling (transition fit), habang ginagamit ang interference fit kung saan ang bearing inner race ay dapat na secure na naka-lock sa shaft para maiwasan ang pag-creep sa ilalim ng load. Ang pagkamagaspang sa ibabaw sa mga bearing journal ay tinukoy sa Ra 0.4 µm hanggang Ra 0.8 µm para sa rolling element bearings at Ra 0.2 µm o mas pino para sa plain hydrodynamic bearings kung saan ang surface finish ay direktang nakakaapekto sa oil film formation na sumusuporta sa shaft.
Ang output o drive end ng isang precision motor shaft ay ang seksyon na kumokonekta sa load — sa pamamagitan ng isang naka-key na hub, spline coupling, pinion gear, pulley, encoder disc, o iba pang power transmission element. Ang mga keyway na naka-machine sa shaft ay nagbibigay ng positibong rotational drive connection na nagpapadala ng torque nang hindi umaasa sa interference lamang. Ang mga splined shaft na dulo — parehong involute at straight-sided na mga profile — ay namamahagi ng torque sa maraming contact point, na nagbibigay ng mas mataas na torque capacity at mas mahusay na misalignment tolerance kaysa sa mga solong keyway. Ang precision ground tapered shaft ends ay ginagamit sa mga application na nangangailangan ng madaling pag-assemble at pag-disassembly ng mga hub na walang key, kung saan ang taper angle ay lumilikha ng self-locking o releasable interference fit depende sa paglalagay ng axial clamping nut. Ang mga feature ng thread sa dulo ng shaft ay nagpapanatili ng mga coupling hub, encoder disc, o end cap laban sa mga axial load.
Sa karamihan ng mga disenyo ng de-koryenteng motor, ang rotor lamination stack o permanenteng magnet assembly ay direktang nilagyan ng interference sa motor shaft. Ang rotor mounting zone ay dapat na may tumpak na kontroladong diameter para sa isang partikular na interference fit na nagbibigay ng sapat na torque transmission nang hindi nagiging sanhi ng pag-crack ng rotor lamination sa panahon ng press-fitting. Sa mga high-speed na motor, ang rotor-to-shaft interference ay dapat ding labanan ang centrifugal expansion ng rotor sa pinakamataas na bilis - kung ang interference ay hindi sapat, ang rotor ay maaaring lumuwag sa bilis, na magdulot ng sakuna na kawalan ng timbang. Ang roundness ng rotor mounting zone ay direktang nakakaapekto sa dynamic na kalidad ng balanse na makakamit pagkatapos ng rotor assembly: ang isang out-of-round shaft ay nagpapakilala ng isang eccentricity error sa rotor mass distribution na hindi maaaring ganap na itama sa pamamagitan ng kasunod na pagbabalanse.
Ang mga transition ng diameter sa pagitan ng mga seksyon ng shaft ay lumilikha ng mga balikat na axially na matatagpuan ang mga bearings, rotor, at iba pang mga bahagi sa kahabaan ng shaft. Ang squareness ng mga balikat na ito sa axis ng shaft — perpendicularity tolerance — ay tumutukoy kung gaano katapat ang upuan ng mga bearings at rotors, na nakakaapekto sa pre-load at axial alignment. Ang mga undercut grooves sa base ng mga balikat at sa mga dulo ng mga seksyon ng lupa ay nagpapagaan sa konsentrasyon ng stress na nilikha ng mga biglaang pagbabago sa diameter, na makabuluhang nagpapabuti sa buhay ng shaft sa ilalim ng cyclic torsional at bending load. Sa high-cycle precision motor shaft, ang mga undercut radii na ito at ang kanilang surface finish ay kasinghalaga sa buhay ng serbisyo gaya ng pangkalahatang lakas ng materyal ng shaft.
Ang pagpili ng materyal para sa isang precision na motor shaft ay kinabibilangan ng pagbabalanse ng machinability at grindability (na tumutukoy sa matamo na dimensional precision), mekanikal na lakas at fatigue resistance (na tumutukoy sa load-carrying capability at service life), magnetic properties (kritikal sa mga application kung saan ang shaft ay dumadaan sa magnetic circuit ng motor), at corrosion resistance (para sa mga aplikasyon sa basa, chemically aggressive na kapaligiran).
| materyal | Karaniwang Marka | Mga Pangunahing Katangian | Karaniwang Aplikasyon |
| Carbon steel | C45, 1045, S45C | Magandang lakas, machinable, mababang gastos | Pangkalahatang pang-industriya na motor, HVAC, mga bomba |
| haluang metal | 42CrMo4, 4140, SCM440 | Mataas na lakas, lumalaban sa pagkapagod, magamot sa init | Mga servo motor, high-torque drive, mga output ng gearbox |
| Bakal na nagpapatigas ng kaso | 16MnCr5, 8620 | Matigas na ibabaw, matigas na core, lumalaban sa pagsusuot | Mga shaft na may integral pinions, high-wear journal |
| hindi kinakalawang na asero | 303, 316, 17-4PH | Corrosion resistant, non-magnetic (austenitic) | Mga kagamitang medikal, pagproseso ng pagkain, mga motor sa dagat |
| Titan haluang metal | Ti-6Al-4V | Mataas na lakas-sa-timbang, non-magnetic, lumalaban sa kaagnasan | Aerospace actuator, MRI-compatible na motor |
| Aluminyo haluang metal | 7075-T6, 6061-T6 | Magaan, non-magnetic, magandang machinability | Maliit na high-speed na motor, UAV drive, robotics |
Maraming precision na motor shaft na materyales ang pinainit upang bumuo ng mga kinakailangang mekanikal na katangian — pagsusubo at tempering ng mga bakal na haluang metal upang makamit ang tensile strength na 900–1,200 MPa, case carburizing ng low-alloy steels upang makamit ang isang hard wear-resistant surface na may matigas na core, o nitriding upang makamit ang napakatigas na layer ng ibabaw na may minimal na dimensional distortion. Ang pagkakasunud-sunod ng heat treatment at precision grinding operations ay kritikal: heat treatment ay nagdudulot ng dimensional distortion na dapat itama sa pamamagitan ng kasunod na paggiling. Ang mga precision na motor shaft ay karaniwang rough-machined, heat-treated, itinutuwid kung kinakailangan, at pagkatapos ay precision-ground hanggang sa huling mga sukat. Ang pangwakas na paggiling pagkatapos ng paggamot sa init — hindi bago — ay ang tanging maaasahang paraan upang makamit ang parehong mga kinakailangang mekanikal na katangian at ang masikip na dimensional tolerance ng isang precision motor shaft nang sabay-sabay.
Ang pagtutukoy ng tolerance ay ang teknikal na puso ng katumpakan na disenyo ng baras ng motor. Masyadong maluwag at hindi maisagawa ng baras ang nilalayon nitong pag-andar; hindi kinakailangang mahigpit at ang gastos sa pagmamanupaktura ay tumataas nang walang benepisyo. Ang pag-unawa kung aling mga pagpapaubaya ang pinakamahalaga para sa bawat feature, at kung anong mga value ang naaangkop para sa iba't ibang mga application at bilis, ang naghihiwalay sa isang mahusay na tinukoy na precision motor shaft drawing mula sa isa na hindi masyadong tinukoy o hindi praktikal na masikip.
Tinukoy ang mga diameter ng shaft gamit ang ISO 286 tolerance system, na tumutukoy sa parehong grado ng tolerance (IT grade, na nagpapahiwatig ng kabuuang lapad ng tolerance band) at ang pangunahing paglihis (isang liham na nagsasaad ng posisyon ng tolerance band na may kaugnayan sa nominal na dimensyon). Para sa precision motor shaft bearing journal, ang mga tipikal na detalye ay k5 o k6 para sa mga bearings na nangangailangan ng light interference fit, at h5 o h6 para sa mga bearings na binuo na may transition o light clearance fit. Sa isang 20mm bearing journal, ang k5 tolerance ay tumutugma sa isang diameter range na 0.002mm hanggang 0.011mm — isang kabuuang tolerance band na 9 micrometers lang. Ang pagkamit nito nang tuluy-tuloy sa produksyon ay nangangailangan ng cylindrical grinding na may tumpak na kontrol ng makina at dressing, at 100% dimensional na pag-verify pagkatapos ng paggiling gamit ang mga naka-calibrate na bore gauge o air gauge na may resolution na 0.001mm o mas mahusay.
Ang roundness (circularity) ng bearing journal — ang paglihis ng anumang cross-sectional na profile mula sa isang perpektong bilog — ay karaniwang tinutukoy sa 50% o mas mababa sa diameter tolerance para sa precision motor shaft. Para sa isang k5 journal na may 9µm diameter tolerance, ang roundness na 4–5µm ay karaniwang kinakailangan. Ang cylindricity — ang pinagsamang pagkakaiba-iba ng roundness at straightness sa haba ng bearing journal — ay ang higit na hinihingi na kinakailangan para sa mahabang bearing seats, na tinitiyak na magkasya ang bearing sa buong lapad nito. Ang pagiging bilog at cylindricity ay sinusukat sa isang precision roundness measurement machine (gaya ng isang Taylor Hobson Talyrond) gamit ang contacting probe na nagmamapa ng aktwal na geometry sa ibabaw laban sa perpektong circular form.
Ang runout ay ang pinakamahalagang pagganap na geometric tolerance para sa mga precision na motor shaft dahil direkta itong bumubuo ng vibration at bearing load na naglilimita sa bilis ng motor, ingay, at buhay ng serbisyo. Kabuuang ipinahiwatig na runout (TIR) — sinusukat sa pamamagitan ng pag-ikot ng shaft sa pagitan ng mga sentro at pagsukat ng kabuuang dial indicator deflection sa isang tinukoy na diameter — pinagsasama ang roundness error at coaxiality error (offset sa pagitan ng axis ng sinusukat na feature at ng datum axis) sa isang sukat. Para sa precision motor shaft sa servo at precision motion application, ang TIR sa output end journal na may kaugnayan sa mga bearing journal ay karaniwang tinutukoy sa 0.005mm hanggang 0.015mm. Sa 3,000 RPM, ang isang TIR na 0.01mm ay bumubuo ng isang centrifugal excitation force na, depende sa shaft at rotor mass, ay maaaring makagawa ng mga vibration amplitude ng isang order ng magnitude na mas mataas kaysa sa eccentricity mismo, mabilis na nagpapababa sa buhay ng tindig at nakompromiso ang katumpakan ng posisyon sa mga closed-loop na servo system.
Ang iba't ibang mga zone ng isang precision motor shaft ay nangangailangan ng iba't ibang mga halaga ng pagkamagaspang sa ibabaw, at ang pagtukoy ng isang solong pagkamagaspang sa ibabaw para sa buong baras ay isang karaniwang error sa ilalim ng pagtutukoy. Ang mga bearing journal ay nangangailangan ng Ra 0.4–0.8 µm para sa ball at roller bearings at Ra 0.1–0.4 µm para sa plain bearings. Seal contact surfaces (where a lip seal or labyrinth seal contacts the shaft) require Ra 0.2–0.4 µm ground in the direction of shaft rotation, with strict limits on lead (helical grinding marks that can pump lubricant past the seal). Ang mga rotor mounting zone ay karaniwang tinutukoy sa Ra 0.8–1.6 µm — ang bahagyang magaspang na ibabaw ay maaaring aktwal na mapabuti ang torque retention ng interference fit sa pamamagitan ng pagbibigay ng micro-mechanical interlocking sa pagitan ng shaft at bore surface. Ang mga keyway at spline surface ay karaniwang naiwan sa Ra 1.6–3.2 µm mula sa paggiling o broaching operations, dahil ang mga surface na ito ay nagpapadala ng load sa pamamagitan ng form contact sa halip na depende sa kalidad ng surface para sa kanilang function.
Ang pagkamit ng mga tolerance na kinakailangan para sa katumpakan na mga application ng motor shaft ay nangangailangan ng isang maingat na sequenced na proseso ng pagmamanupaktura kung saan ang bawat operasyon ay nagtatakda ng mga kondisyon para sa susunod. Ang paglaktaw o pag-shortcut sa anumang hakbang sa chain ng proseso ay mapagkakatiwalaang nagreresulta sa mga shaft na hindi nakakatugon sa mga detalye, na natuklasan alinman sa panahon ng papasok na inspeksyon o — mas mahal — sa panahon ng pagpupulong o maagang serbisyo.
Ang pag-on ng CNC sa isang precision lathe ay nagtatatag ng basic shaft geometry — lahat ng diameter, haba, balikat, undercut, at taper — na may allowance ng materyal na 0.1mm hanggang 0.3mm sa mga ibabaw ng lupa para sa kasunod na cylindrical grinding. Ang mga butas sa gitna na na-drill sa magkabilang dulo ng shaft sa yugtong ito ay nagiging reference na datum para sa lahat ng kasunod na paggiling at mga operasyon ng inspeksyon. Ang katumpakan ng mga butas sa gitna na ito — ang kanilang concentricity, depth, at surface finish — ay direktang tumutukoy sa katumpakan na makakamit sa kasunod na paggiling, dahil ang baras ay umiikot sa mga sentrong ito sa lahat ng mga operasyon sa lupa. Ang precision center drilling sa isang CNC lathe na may live center at maingat na pag-setup ng makina ay hindi isang maliit na operasyon sa isang precision motor shaft; ito ang pundasyon kung saan nakasalalay ang lahat ng kasunod na katumpakan.
Ang cylindrical grinding ay ang tiyak na proseso ng pagmamanupaktura para sa precision motor shaft journal at mga bearing seat. Ang shaft ay inilagay sa pagitan ng mga precision center sa grinding machine at pinaikot nang dahan-dahan habang ang isang high-speed grinding wheel ay bumabagtas sa ibabaw ng journal, na nag-aalis ng 0.002–0.005mm bawat pass sa finishing cuts upang makamit ang huling diameter, roundness, cylindricity, at surface finish. Ang makabagong CNC cylindrical grinding machine ay nakakamit ng diameter repeatability na ±0.001mm o mas mahusay kapag maayos na pinananatili at thermally stabilized, at ang pagkamagaspang ng ibabaw ng Ra 0.1–0.4 µm ay regular. Post-process gauging — awtomatikong sinusukat ang diameter ng shaft sa pagitan ng mga grinding pass gamit ang isang in-process na gauge na naka-mount sa makina — inaalis ang dimensional variation na ipinakilala ng thermal expansion at grinding wheel wear, na pinapanatili ang pagkakapare-pareho ng laki sa mga production batch nang walang manu-manong interbensyon.

Ang mga keyway ay giniling sa shaft bago ang huling paggiling, upang maiwasan ang pagpasok ng mga konsentrasyon ng stress sa mga gilid ng keyway na maaaring magdulot ng micro-cracking habang nakikipag-ugnay sa paggiling ng gulong. Ang mga spline sa precision na motor shaft ay ginagawa sa pamamagitan ng hobbing, milling, o cold rolling — ang cold-rolled splines ay may karagdagang bentahe ng compressive residual stresses mula sa rolling process na nagpapahusay sa fatigue resistance kumpara sa machined splines. Ang mga sinulid sa mga dulo ng baras ay pinuputol o iginugulong pagkatapos ng huling paggiling upang maiwasang makagambala sa mga ibabaw ng lupa. Thread rolling — pagpindot sa thread form sa ibabaw ng shaft sa halip na putulin ito — ay gumagawa ng mas malalakas na mga thread na may compressive surface stresses at mas gusto kaysa sa thread cutting sa precision motor shafts kung saan ang thread fatigue life ay isang alalahanin.
Ang pag-unawa kung paano nabigo sa serbisyo ang mga precision na motor shaft — at bakit — ay kasinghalaga ng pag-unawa sa kung paano ginawa ang mga ito. Karamihan sa mga katumpakan na pagkabigo ng motor shaft ay masusubaybayan sa isa sa isang maliit na bilang ng mga ugat na sanhi na, kapag natukoy, ay diretsong tugunan sa pamamagitan ng disenyo, pagpili ng materyal, o mga pagbabago sa proseso ng pagmamanupaktura.
Ang isang kumpletong detalye ng motor shaft ng katumpakan ay malinaw na nakikipag-ugnayan sa tagagawa — maging isang panloob na pasilidad ng produksyon o isang panlabas na supplier — kung ano mismo ang kinakailangan at kung paano mabe-verify ang pagsunod. Ang hindi kumpletong mga pagtutukoy ay ang nag-iisang pinakakaraniwang dahilan ng hindi naaayon na mga shaft na inihahatid at tinatanggap, para lamang lumitaw ang problema sa panahon ng pagpupulong ng motor o maagang serbisyo. Ang mga sumusunod na elemento ay dapat na tahasang tinukoy sa anumang katumpakan na detalye ng motor shaft.
Ang mga engineer at procurement team na naghahanap ng precision motor shaft ay nahaharap sa isang three-way na pagpipilian sa pagitan ng pagbili ng karaniwang catalog precision shaft, pag-order ng custom-machined shaft sa isang partikular na drawing, o pagkuha ng OEM replacement shaft mula sa mga manufacturer ng motor. Ang bawat opsyon ay may iba't ibang gastos, lead time, at minimum na dami ng order na profile, at ang tamang pagpipilian ay depende sa mga kinakailangan ng volume ng application, kung gaano kalapit ang isang karaniwang produkto na tumutugma sa detalye, at kung ang shaft ay isang kapalit na bahagi o isang bagong bahagi ng disenyo.
Precision ground shafting — ibinibigay sa mga karaniwang haba at diameter na may garantisadong h6 o g6 diameter tolerance at straightness na mas mababa sa 0.02mm bawat 300mm — ay makukuha mula sa mga supplier ng shaft at linear motion component sa carbon steel, stainless steel, at case-hardened steel. Angkop ang opsyong ito kapag ang geometry ng shaft ay simple (constant diameter o stepped with standard increments), tumutugma ang kinakailangang tolerance sa detalye ng produkto ng catalog, at ang mga pangalawang operasyon (keyway milling, threading, drilling) ay maaaring gawin sa loob ng bahay o ng isang lokal na machinist. Ang makabuluhang bentahe ay ang agarang availability nang walang gastos sa tool o lead time para sa custom na machining — mahalaga para sa prototyping, repair, at low-volume production.
Para sa mga geometry ng motor shaft na may mga partikular na feature — integrated pinion teeth, splines, multiple precision journals sa mga tinukoy na runout relationships, tapered ends, o espesyal na materyales — custom machining mula sa precision shaft manufacturer ang naaangkop na ruta. Ang mga pasadyang shaft ay ginawa sa pagguhit ng customer at sumasailalim sa inspeksyon sa tinukoy na pamantayan sa pagtanggap bago ihatid. Ang mga oras ng lead para sa custom na precision na motor shaft ay karaniwang umaabot sa 2-6 na linggo para sa mga karaniwang materyales sa katamtamang dami, na may mas mahabang oras ng lead para sa mga kakaibang materyales, mga pagkakasunud-sunod ng heat treatment na may mahabang cycle ng furnace, o napakahigpit na mga tolerance na nangangailangan ng maramihang grind-and-measure iteration. Kapag naglalagay ng custom shaft order, ang pagbibigay ng kumpleto at hindi malabo na pagguhit ay ang nag-iisang pinakamahalagang salik sa pagtanggap ng mga sumusunod na bahagi sa unang paghahatid — ang mga hindi maliwanag na guhit ay nagdudulot ng mga error sa interpretasyon, mga kahilingan para sa paglilinaw na nagpapahaba ng oras ng pag-uuna, at umaayon-sa-drawing-ngunit-hindi-angkop-para-sa-purpose shaft na teknikal na responsibilidad ng customer.
Hindi lahat ng machine shop na nagsasabing gumagawa ng mga precision na motor shaft ay may kagamitan, kontrol sa proseso, at kakayahan sa pagsukat upang patuloy na makamit ang mga tolerance ng diameter ng IT5 o IT6, sub-5µm runout, at Ra 0.4 µm surface finish sa produksyon. Bago maging kwalipikado ang isang bagong supplier ng precision shaft, i-verify ang mga sumusunod: ang grinding machine fleet at ang edad at kondisyon ng pagpapanatili nito; ang metrology equipment na magagamit para sa inspeksyon (roundness measurement machine, CMM o precision bench centers na may dial gauge, surface profilometer, at ang kanilang katayuan sa pagkakalibrate); dokumentasyon ng proseso ng supplier at sertipikasyon ng sistema ng pamamahala ng kalidad (ISO 9001 bilang pinakamababa, IATF 16949 para sa katumpakan na mga shaft ng automotive-supply); at ang kanilang pagpayag na magbigay ng mga ulat ng inspeksyon sa unang artikulo (mga FAIR) na may aktwal na mga nasusukat na halaga — hindi lamang mga pass/fail na selyo — para sa lahat ng kritikal na katangian sa mga unang sample. Ang isang supplier na nag-aatubili na magbigay ng aktwal na data ng pagsukat sa mga unang artikulo ay nagsasabi sa iyo ng isang mahalagang bagay tungkol sa kung paano nila pinamamahalaan ang kanilang kalidad ng produksyon.
Si Fenglan ay Manufacturer ng Electrical Precision Parts sa China, Mga Manufacturer ng Automotive Precision Parts at Mga Supplier ng Industrial Precision Parts. Ang Iyong Maaasahang Kasosyo sa Paggawa ng Mga Bahagi at Bahagi mula noong 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, China
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, China  Pagkapribado
Pagkapribado



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17