2026-04-21
2026-04-21 Ang katumpakan motor shaft ay ang gitnang umiikot na bahagi ng isang de-koryenteng motor — ang cylindrical rod na nagpapadala ng torque mula sa rotor ng motor patungo sa pinapaandar na load. Bagama't diretso ang paglalarawang iyon, ang salitang "katumpakan" ay nagdadala ng napakalaking bigat ng engineering. Ang isang precision motor shaft ay hindi lamang isang nakabukas na bakal na baras; ito ay isang maingat na dimensyon, surface-finished, at tolerance-controlled na bahagi na ang geometric na katumpakan ay direktang tinutukoy kung gaano kahusay ang gumaganap ng motor, gaano ito katagal, at kung ang system na pinapatakbo nito ay mapagkakatiwalaan.
Sa mga application na mababa ang katumpakan, ang mga kamalian sa baras ay maaaring itago ng mga nababaluktot na coupling o masipsip ng mga sumusunod na mounting system. Ngunit sa mga high-speed na motor, servo drive, medical device, aerospace actuator, at precision instrumentation, kahit na ang micron-level deviations sa shaft diameter, runout, o surface finish ay direktang nagsasalin sa vibration, bearing wear, pagkawala ng kuryente, ingay, at premature failure. Ang agwat sa pagitan ng isang ordinaryong motor shaft at isang precision na motor shaft ay hindi lamang isang bagay ng mas mahigpit na mga numero sa isang drawing - ito ay nagpapakita ng iba't ibang mga proseso ng pagmamanupaktura, mga kasanayan sa metrology, at mga pamantayan sa pagpili ng materyal.
Sinasaklaw ng artikulong ito ang lahat ng kailangang maunawaan ng mga engineer, procurement specialist, at mga designer ng produkto tungkol sa precision na motor shaft — mula sa pagpili ng materyal at mga pamamaraan ng pagmamanupaktura hanggang sa mga pamantayan sa pagpapaubaya, paggamot sa ibabaw, at pagsusuri sa pagkabigo.
Ang pagpili ng materyal ay ang pundasyon ng precision motor shaft pagganap. Ang napiling materyal ay dapat matugunan ang maramihang nakikipagkumpitensyang mga kinakailangan nang sabay-sabay: sapat na lakas upang magpadala ng na-rate na torque nang hindi nagbubunga, sapat na katigasan upang labanan ang pagkasira sa ibabaw sa mga bearing at coupling interface, machinability na nagbibigay-daan sa mahigpit na pagpapahintulot na makamit sa matipid, at sa maraming mga kaso, paglaban sa kaagnasan, labis na temperatura, o magnetic interference.
Ang mga medium-carbon steels tulad ng AISI 1045 at low-alloy steels tulad ng AISI 4140 at 4340 ay ang mga workhorses ng precision motor shaft production. Ang AISI 1045 ay nag-aalok ng magandang balanse ng lakas, katigasan, at pagiging machinability sa normalized o quenched-and-tempered na kondisyon, na ginagawa itong angkop para sa mga pang-industriya na motor shaft sa pangkalahatan sa small-to-medium power range. Ang AISI 4140 — isang chromium-molybdenum alloy steel — ay nagbibigay ng makabuluhang mas mataas na lakas ng tensile, mas mahusay na paglaban sa pagkapagod, at pinahusay na hardenability, na ginagawa itong mas pinili para sa mga shaft na sumasailalim sa pinagsamang baluktot at torsional loading sa hinihingi na mga pang-industriyang drive. Ang AISI 4340 ay humakbang pa pataas sa strength ladder at ginagamit kung saan kinakailangan ang maximum core toughness kasama ng mataas na surface hardness, gaya ng sa aerospace motor shaft at high-cycle servo applications.
Kung saan ang paglaban sa kaagnasan ay isang pangunahing kinakailangan — kagamitan sa pagpoproseso ng pagkain, mga motor sa dagat, mga medikal na kagamitan, mga sistema ng paghawak ng kemikal — mga hindi kinakalawang na asero na motor shaft ang karaniwang solusyon. Ang grade 303 stainless steel ay nag-aalok ng mahusay na machinability ngunit mas mababang lakas at corrosion resistance kaysa sa iba pang mga grade. Ang Grade 316 ay nagbibigay ng higit na paglaban sa kaagnasan sa mga kapaligiran ng chloride at madalas na tinutukoy para sa mga aplikasyon sa dagat at kemikal. Pinagsasama ng martensitic stainless steel tulad ng 17-4 PH (precipitation-hardened) ang mataas na lakas na may mahusay na corrosion resistance at maaaring tumigas sa hinihingi na mga kinakailangan sa katigasan ng ibabaw, na ginagawa itong isang premium na pagpipilian para sa mga high-performance na precision shaft sa mga corrosive na kapaligiran.
Ang mga Titanium alloys — partikular ang Ti-6Al-4V — ay tinukoy para sa precision motor shaft sa aerospace, defense, at high-performance na motorsport application kung saan ang pagbabawas ng timbang ay isang kritikal na driver ng disenyo. Ang ratio ng lakas-sa-timbang ng Titanium ay katangi-tangi, at ang natural na resistensya ng kaagnasan nito ay nag-aalis ng pangangailangan para sa mga coatings sa ibabaw sa karamihan ng mga kapaligiran. Ang tradeoff ay makabuluhang mas mataas na gastos sa materyal at mas hinihingi ang mga kinakailangan sa machining, dahil ang mababang thermal conductivity ng titanium at tendensiyang tumigas ng trabaho ay nangangailangan ng maingat na pagpili ng tool, konserbatibong mga parameter ng pagputol, at masaganang paglalapat ng coolant sa panahon ng machining.
Sa mga motor na ginagamit sa MRI equipment, magnetic encoder, o precision scientific instruments, dapat mabawasan ang shaft material magnetic permeability para maiwasan ang interference sa electromagnetic system. Ang mga Austenitic na hindi kinakalawang na asero (tulad ng 316L), ilang mga aluminyo na haluang metal, at mga titanium alloy ay ang lahat ng mga opsyon na hindi magnetic na ginagamit sa mga espesyal na application na ito ng precision motor shaft. Ang maingat na sertipikasyon ng materyal at pagsubok ng permeability ay karaniwang kasanayan sa mga sektor na ito.
Ang pagtutukoy ng tolerance ay kung ano ang naghihiwalay sa isang precision motor shaft mula sa isang kalakal na naging bahagi. Nakikipag-ugnayan ang mga motor shaft sa maraming bahagi ng pagsasama — bearings, couplings, gears, pulleys, seal, at rotor laminations — bawat isa ay nagpapataw ng sarili nitong dimensional at geometric na mga kinakailangan sa shaft. Ang pagtugon sa lahat ng ito nang sabay-sabay, sa katumpakan sa antas ng micron, sa buong haba ng shaft ay ang pangunahing hamon ng paggawa ng precision shaft.
Ang mga bearing seat ay ang pinaka-tolerance-critical zone sa anumang precision motor shaft. Ang mga rolling element bearings ay nangangailangan ng interference fit sa shaft para maiwasan ang inner ring creep sa ilalim ng load — ngunit ang sobrang interference ay nanganganib na macrack ang inner ring sa panahon ng assembly o makabuo ng sobrang preload na nakakabawas sa buhay ng bearing. Ang ISO tolerance system ay angkop tulad ng k5, m5, at n5 (para sa magaan hanggang mabigat na interference) ay pamantayan para sa mga diameter ng bearing journal, na may mga aktwal na diameter tolerance na karaniwang nasa hanay na ±2.5 hanggang ±8 micrometer depende sa diameter ng shaft at uri ng bearing. Ang pagkamit ng mga tolerance na ito nang tuluy-tuloy sa produksyon ay nangangailangan ng cylindrical grinding sa halip na mag-isa.
Kabuuang ipinahiwatig na runout (TIR) — ang kabuuang pagkakaiba-iba sa posisyon ng ibabaw ng baras na nauugnay sa tunay na rotational axis — ay marahil ang pinaka kritikal na geometric na parameter sa isang precision na motor shaft. Ang runout sa rotor mounting zone ay nagdudulot ng electromagnetic imbalance; ang runout sa mga interface ng coupling ay nagdudulot ng vibration at pagkasira ng coupling; Ang runout sa mga bearing journal ay nagdudulot ng dynamic na paglo-load na nagpapababa ng buhay ng bearing nang husto. Para sa mga high-speed na motor na higit sa 3,000 RPM, ang shaft runout sa mga bearing journal ay karaniwang tinutukoy sa 5 micrometers TIR o mas mataas. Para sa mga precision na servo motor at spindle motor, ang mga detalye ng runout na 1-2 micrometer ay hindi karaniwan.
Ang isang baras na hindi tuwid ay mag-vibrate sa rotational frequency kahit gaano pa ito kahusay. Ang straightness tolerance sa precision motor shafts — na ipinahayag bilang isang maximum deviation mula sa perpektong straight line sa buong shaft length — ay karaniwang tinutukoy sa 0.01 hanggang 0.05mm bawat 300mm ng shaft length para sa mga industrial na motor, at 0.005mm o mas mahusay para sa high-precision na servo at spindle application. Ang cylindricity — ang kumbinasyon ng roundness, straightness, at taper ng isang cylindrical surface — ay parehong mahalaga sa mga bearing journal zone kung saan ang anumang out-of-round na kondisyon ay bumubuo ng vibration sa mga frequency na proporsyonal sa bilang ng mga elemento ng roller bawat rebolusyon.
Ang pagkamagaspang sa ibabaw sa mga bearing journal ay tinukoy sa mga halaga ng Ra (arithmetic mean roughness), karaniwang Ra 0.4 hanggang Ra 0.8 µm para sa karaniwang industrial na motor shaft at Ra 0.1 hanggang Ra 0.4 µm para sa precision servo at high-speed spindle motors. Sa mga seal contact zone, ang pagkamagaspang sa ibabaw ay dapat na nasa loob ng isang makitid na hanay - masyadong magaspang at ang seal lip ay nasusuot nang maaga; masyadong makinis at nasira ang lubricant film. Karamihan sa mga tagagawa ng seal ay nagsasaad ng surface finish na Ra 0.2 hanggang Ra 0.8 µm na may partikular na direksyon ng lay (circumferential sa halip na axial) sa mga surface ng seal contact.
Ang pagkamit ng mga pagpapaubaya na inilarawan sa itaas ay nangangailangan ng maingat na pagkakasunod-sunod na proseso ng pagmamanupaktura kung saan ang bawat operasyon ay bumubuo sa huli at ang thermal at mekanikal na estado ng workpiece ay pinamamahalaan sa kabuuan. Ang isang tipikal na katumpakan na pagkakasunud-sunod ng pagmamanupaktura ng motor shaft ay nagsasangkot ng maraming yugto, bawat isa ay may partikular na layunin.
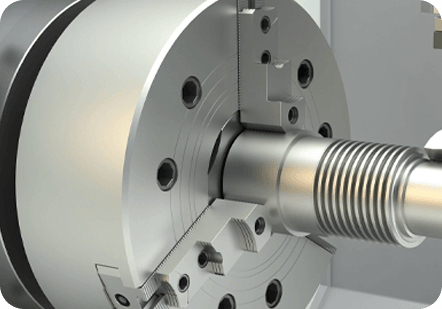
Ang precision motor shaft production ay nagsisimula sa na-verify na bar stock o forging — ang mga materyal na certification na nagkukumpirma ng kemikal na komposisyon, mekanikal na katangian, at mga resulta ng ultrasonic na inspeksyon ay pamantayan sa aerospace at medikal na mga aplikasyon. Ang paunang operasyon ng pag-ikot sa isang CNC lathe ay nag-aalis ng bulto ng labis na materyal, nagtatatag ng mga pangunahing diameter zone, at mga butas sa gitna ng mga makina sa bawat dulo. Ang mga center hole na ito ay ang datum reference para sa lahat ng kasunod na mga operasyon ng paggiling at dapat mismo ay tumpak na nakaposisyon at nabuo - ang isang sira o sira-sira na butas sa gitna ay nagpapalaganap ng geometric na error sa bawat proseso sa ibaba ng agos.
Para sa mga shaft na nangangailangan ng katigasan ng ibabaw sa mga bearing journal o keyway zone — karamihan sa mga precision na motor shaft — ang heat treatment ay sumusunod sa magaspang na pag-ikot. Ang through-hardening (quench and temper) ay nagpapabuti sa core strength at toughness. Ang mga proseso ng pagpapatigas ng kaso gaya ng carburizing, carbonitriding, o induction hardening ay lumilikha ng isang matigas na layer sa ibabaw (karaniwang 58–62 HRC) sa ibabaw ng matigas na core, na nagbibigay ng mahusay na paglaban sa pagsusuot at buhay ng pagkapagod sa mga kritikal na interface nang hindi ginagawang malutong ang buong baras. Ang pagpapatigas ng induction ay partikular na karaniwan sa mga precision na motor shaft dahil maaari itong ilapat nang pili sa mga partikular na diameter zone na may kaunting distortion — kahit na ang anumang heat treatment ay nagdudulot ng ilang shaft distortion na dapat isaalang-alang sa kasunod na mga allowance sa paggiling.
Ang cylindrical grinding — parehong between-centers at centerless — ay ang operasyon na nakakamit ang huling diameter tolerances, surface finish, at geometric accuracy sa isang precision motor shaft. Ang paggiling sa pagitan ng mga sentro, kung saan ang baras ay sinusuportahan sa mga butas sa sentro ng datum nito at iniikot laban sa isang grinding wheel, ay ginustong para sa pagkamit ng pinakamahigpit na runout at mga detalye ng concentricity dahil ang lahat ng mga diameter ay giling mula sa isang karaniwang datum. Ang proseso ng paggiling ay nag-aalis lamang ng 0.05 hanggang 0.3mm ng materyal sa maingat na kinokontrol na mga pass, na may wheel dressing, in-process gauging, at coolant management na lahat ay nag-aambag sa pagkamit ng mga pare-parehong resulta sa isang production batch.
Pagkatapos matukoy ng paggiling ang mga pangunahing diyametro, ang mga pangalawang tampok — mga keyway, cross-hole, sinulid na dulo ng dulo, splines, at flat — ay ginagawang makina gamit ang paggiling, broaching, o hobbing na mga operasyon. Ang pagkakasunud-sunod ay mahalaga: ang mga tampok na pinutol pagkatapos ng paggiling ay umiiwas sa pagpapakilala ng thermal at mekanikal na pagbaluktot na mangangailangan ng muling paggiling, ngunit dapat itong iposisyon nang tumpak na may kaugnayan sa mga diameter na ng lupa. Ang tolerance sa posisyon ng keyway na nauugnay sa centerline ng shaft ay karaniwang kinokontrol sa loob ng ±0.05mm o mas mahusay sa mga precision na motor shaft upang matiyak ang wastong pagkakahanay ng key at coupling.
Ang mga precision motor shaft ay 100% na siniyasat laban sa kanilang mga detalye sa pagguhit bago ipadala sa karamihan ng mga aplikasyon ng katumpakan. Kasama sa mga paraan ng inspeksyon ang bench micrometer at air gauge measurement para sa diameter tolerances, CMM (coordinate measuring machine) measurement para sa geometric tolerances at feature positions, V-block at dial indicator runout checks, at surface profilometer measurement para sa Ra values. Para sa mga aerospace at medical shaft, ang mga full dimensional na ulat na may aktwal na mga halaga ng pagsukat — hindi lang pumasa/nagbibigo ng mga resulta — ay kinakailangan para sa mga talaan ng traceability.

Higit pa sa base material at machined geometry, ang mga surface treatment na inilapat sa precision motor shaft ay maaaring makabuluhang mapahusay ang kanilang performance sa mga partikular na operating environment. Ang tamang paggamot sa ibabaw ay nagpapalawak ng buhay ng baras, binabawasan ang alitan, pinipigilan ang kaagnasan, at sa ilang mga kaso ay nagbibigay-daan sa baras na matugunan ang mga pagtutukoy na hindi maaaring makuha ng baseng materyal lamang.
| Treatment | Proseso | Pangunahing Benepisyo | Karaniwang Aplikasyon |
| Hard Chrome Plating | Electrodeposition ng chromium | Mataas na katigasan ng ibabaw, pagsusuot at paglaban sa kaagnasan | Hydraulic motors, marine drive |
| Walang Electroless Nickel | Kemikal na nickel deposition | Uniform coating, corrosion resistance, katamtamang tigas | Pagproseso ng pagkain, mga kemikal na motor |
| Black Oxide | Chemical conversion coating | Banayad na paglaban sa kaagnasan, binabawasan ang pagmuni-muni ng liwanag | Pangkalahatang pang-industriya na motor |
| Nitrocarburizing (Ferritic) | Pagsasabog ng N at C sa ibabaw | Hard compound layer, pagkapagod at wear resistance | Mga high-cycle na servo at traction motor |
| Patong ng DLC | PVD/CVD na parang brilyante ang carbon | Matinding tigas, napakababang friction coefficient | Aerospace, high-speed precision spindles |
| Phosphating | Pagbabago ng kemikal na pospeyt | Nagpapabuti ng pagdirikit ng pintura, banayad na proteksyon sa kaagnasan | Pangkalahatang layunin, proteksyon sa imbakan |
Ang isang kritikal na pagsasaalang-alang sa anumang ibabaw na patong sa isang precision motor shaft ay dimensional na epekto. Ang hard chrome plating at electroless nickel ay nagdaragdag ng masusukat na kapal sa ibabaw ng shaft — karaniwang 0.005 hanggang 0.05mm bawat gilid — na dapat isaalang-alang sa pamamagitan ng paggiling sa maliit na laki ng shaft bago lagyan ng coating, pagkatapos ay paggiling o pagla-lap ng post-coating sa mga huling dimensyon. Ang mga diffusion treatment tulad ng nitrocarburizing at ferritic nitrocarburizing ay nagdaragdag ng minimal na pagbabago sa dimensyon (karaniwang mas mababa sa 0.002mm) at samakatuwid ay hindi karaniwang nangangailangan ng paggiling pagkatapos ng paggamot.
Ang mga precision motor shaft ay hindi simpleng unipormeng mga cylinder. Isinasama nila ang isang hanay ng mga idinisenyong tampok na nagsisilbi sa mga partikular na layunin ng pagganap at ang geometry ay dapat na maingat na kontrolin sa panahon ng pagmamanupaktura.
Ang mga bearing journal ay ang mga shaft zone kung saan naka-mount ang rolling element o plain bearings. Ginawa ang mga ito sa mga tumpak na pagpapaubaya sa diameter (karaniwang akma sa h5, k5, o m5 na ISO), mga partikular na halaga ng pagkamagaspang sa ibabaw, at mahigpit na cylindricity at mga detalye ng runout. Ang mga balikat na katabi ng mga bearing journal ay nagbibigay ng axial na lokasyon para sa bearing inner ring. Ang radius ng balikat ay dapat na maingat na kontrolin — masyadong matalim ang isang radius ay lumilikha ng konsentrasyon ng stress na nagpapasimula ng pagkapagod; masyadong malaki ang isang radius na pumipigil sa bearing inner ring mula sa pag-upo nang buo sa mukha ng balikat.
Ang mga keyway ay mga hugis-parihaba na puwang na naka-machine sa shaft upang tanggapin ang isang susi na nagla-lock ng gear, pulley, o coupling sa shaft para sa torque transmission. Ang mga tolerance sa lapad at lalim ng keyway, posisyon na nauugnay sa centerline ng shaft, at surface finish sa mga gilid ng keyway ay lahat ay nakakaapekto sa seguridad at buhay ng key joint. Ang mga spline — mahalagang maraming keyway na nakaayos sa paligid ng shaft circumference — ay ginagamit kung saan kinakailangan ang mas mataas na torque transmission, self-centering, o slideable engagement. Ang mga involute spline ay ang pinakakaraniwang anyo sa mga precision na motor shaft at inilalagay sa hobbed o ground sa DIN o ANSI na karaniwang mga profile ng ngipin.
Maraming precision motor shaft ang nagsasama ng mga sinulid na seksyon sa isa o magkabilang dulo para sa nut-retained bearings, encoder mounting, o fan attachment. Ang kalidad ng thread — klase ng fit, katumpakan ng pitch, at surface finish sa thread flanks — ay nakakaapekto sa clamping force na makakamit at sa paglaban sa thread fatigue sa ilalim ng vibration. Para sa mga kritikal na aplikasyon ng motor shaft, mas gusto ang mga rolled thread (sa halip na gupitin ang mga thread) dahil ang pag-roll ay nag-uudyok ng mga kapaki-pakinabang na compressive residual stresses na makabuluhang nagpapabuti sa buhay ng pagkapagod sa ugat ng thread.
Ang drive end ng isang precision motor shaft — ang seksyon na nakausli mula sa motor housing at kumokonekta sa driven load — ay karaniwang ginagawa sa IEC o NEMA na mga karaniwang sukat para sa pagpapalit. Ang diameter tolerance, haba, keyway geometry, at shaft end chamfer ay na-standardize lahat, na nagpapahintulot sa mga motor shaft mula sa iba't ibang manufacturer na mag-mate sa parehong coupling o gearbox input. Ang mga custom na motor shaft extension ay karaniwan din sa mga OEM application kung saan ang mga karaniwang sukat ng shaft ay hindi tumutugma sa mga kinakailangan ng hinimok na kagamitan.
Ang pag-unawa kung paano at bakit nabigo ang precision motor shaft ay mahalaga para sa parehong pagsisiyasat sa pagkabigo at preventive na disenyo. Karamihan sa mga pagkabigo ng shaft sa serbisyo ay nabibilang sa isang maliit na bilang ng mga paulit-ulit na kategorya, bawat isa ay may makikilalang ugat na sanhi na maaaring matugunan sa pamamagitan ng disenyo, pagpili ng materyal, o mga pagpapabuti sa proseso ng pagmamanupaktura.
Ang mga precision motor shaft ay idinisenyo at ginawa laban sa isang hanay ng mga pamantayan ng industriya na tumutukoy sa mga kinakailangan sa dimensional, mga detalye ng materyal, at mga kasanayan sa kalidad. Ang pagiging pamilyar sa mga nauugnay na pamantayan ay tumutulong sa mga inhinyero na tukuyin nang tama ang mga shaft at suriin ang pagsunod ng supplier.
Ang pagkuha ng precision na motor shaft — kung bilang custom na machined na bahagi o bilang kapalit na bahagi para sa mga kasalukuyang motor — ay nangangailangan ng pagsusuri sa kakayahan ng supplier laban sa mga partikular na kinakailangan ng iyong aplikasyon. Hindi lahat ng mga tagagawa ng precision shaft ay pantay-pantay, at ang opsyon na may pinakamababang halaga ay bihirang naghahatid ng dimensional consistency at traceability na hinihingi ng mga application.
Tanungin ang mga potensyal na supplier kung anong kagamitan sa paggiling ang kanilang ginagamit, kung ano ang kanilang ipinakitang kakayahan sa proseso (mga halaga ng Cpk) para sa pagkakaroon ng mga diameter ng journal sa iyong tinukoy na tolerance, at kung nagsasagawa sila ng in-process na pagsukat sa panahon ng paggiling o panghuling inspeksyon lamang pagkatapos makumpleto. Ang mga supplier na gumagamit ng modernong CNC cylindrical grinder na may awtomatikong in-process na gauging at post-process na SPC charting ay higit na may kakayahang maghatid ng pare-parehong precision na mga resulta kaysa sa mga umaasa sa manual wheel-feed grinding na may post-process measurement lang.
I-verify na ang supplier ay may naka-calibrate na kagamitan sa pagsukat na angkop para sa mga tolerance na sinusuri — mga air gauge o high-resolution na bench micrometer para sa mga tight diameter tolerances, kakayahan ng CMM para sa mga geometric tolerance at feature na posisyon, at surface profilometer para sa pagsukat ng pagkamagaspang. Ang mga sertipiko ng pagkakalibrate na masusubaybayan sa mga pambansang pamantayan (NIST, PTB, NPL) ay dapat na available kapag hiniling. Para sa unang inspeksyon ng artikulo o mga kritikal na pangkat ng produksyon, humiling ng buong dimensional na ulat na may aktwal na mga nasusukat na halaga sa halip na isang simpleng sertipiko ng pagsunod.
Para sa mga aplikasyon ng aerospace, medikal, at kritikal sa kaligtasan, ang bawat precision na motor shaft ay dapat na masubaybayan pabalik sa isang partikular na materyal na init o numero ng lot, na may kaukulang mill certificate na nagpapatunay ng kemikal na komposisyon at mekanikal na mga katangian. Tiyaking nakukuha ng sistema ng kalidad ng iyong supplier ang kakayahang masubaybayan mula sa papasok na resibo ng materyal hanggang sa huling inspeksyon at mga talaan ng pagpapadala. Ang mga puwang sa kakayahang masubaybayan ng materyal ay isang karaniwang paghahanap sa mga pag-audit ng supplier at maaaring magresulta sa magastos na quarantine at muling paggawa ng mga aksyon kung matuklasan pagkatapos na gamitin ang mga bahagi.
Naiintindihan ng isang supplier na may karanasan sa paggawa ng precision motor shaft para sa mga servo drive ang runout at surface finish na kinakailangan na hinihiling ng mga application na iyon. Ang isang supplier na nag-specialize sa malalaking pang-industriya na motor shaft ay maaaring may tamang kapasidad sa paggiling ngunit walang karanasan sa mas mahigpit na tolerance na tipikal ng mga servo application. Humiling ng mga sanggunian na partikular sa application, magtanong tungkol sa kanilang karanasan sa mga materyales at proseso ng heat treatment na kailangan ng iyong mga shaft, at kung maaari, humiling ng mga sample na bahagi para sa unang inspeksyon ng artikulo bago gumawa sa mga volume ng produksyon.
Si Fenglan ay Manufacturer ng Electrical Precision Parts sa China, Mga Manufacturer ng Automotive Precision Parts at Mga Supplier ng Industrial Precision Parts. Ang Iyong Maaasahang Kasosyo sa Paggawa ng Mga Bahagi at Bahagi mula noong 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, China
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, China  Pagkapribado
Pagkapribado



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17