2026-05-08
2026-05-08 Paggawa ng drive shaft ay ang proseso ng pagdidisenyo, pagbubuo, pagmachining, pag-assemble, at pagsubok sa mga umiikot na mekanikal na bahagi na nagpapadala ng torque at rotational power mula sa isang makina o motor patungo sa mga gulong, axle, o iba pang pinapaandar na bahagi. Ang isang drive shaft - tinatawag ding propeller shaft, prop shaft, o driveshaft depende sa aplikasyon - ay dapat sabay na humawak ng matataas na torsional load, lumalaban sa baluktot sa ilalim ng mga dynamic na pwersa, gumana sa tumpak na balanse, at makaligtas sa mga taon ng cyclic fatigue loading nang walang pagkabigo. Ang pagkuha ng tama sa proseso ng pagmamanupaktura ay samakatuwid ay hindi lamang isang bagay ng pagputol ng metal upang hugis; nangangailangan ito ng mahigpit na kinokontrol na pagkakasunud-sunod ng pagpili ng materyal, mga operasyon sa pagbuo, precision machining, heat treatment, surface finishing, assembly, at mahigpit na inspeksyon sa kalidad.
Ang mga drive shaft ay ginagamit sa napakalaking hanay ng mga application — mga pampasaherong sasakyan, komersyal na trak, makinarya sa agrikultura, mga industrial na gearbox, marine propulsion system, aerospace actuation system, at wind turbine na lahat ay umaasa sa mga manufactured drive shaft na may iba't ibang laki, materyales, at kinakailangan sa pagganap. Bagama't ang mga partikular na proseso ay nag-iiba ayon sa aplikasyon, ang mga pangunahing hamon sa pagmamanupaktura ay pare-pareho: pagkamit ng kinakailangang dimensional na katumpakan, mekanikal na lakas, torsional stiffness, at rotational na balanse sa loob ng mga target na gastos at rate ng produksyon.
Ang artikulong ito ay naglalakad sa kumpletong proseso ng produksyon ng drive shaft — mula sa pagpili ng hilaw na materyal hanggang sa huling inspeksyon — sumasaklaw sa parehong pagmamanupaktura ng driveshaft ng sasakyan at produksyon ng industrial shaft, na may praktikal na detalye sa kagamitan, proseso, pagpapaubaya, at mga kontrol sa kalidad na kasangkot sa bawat yugto.
Tinutukoy ng materyal na pinili para sa isang drive shaft ang lakas, bigat, buhay ng pagkapagod, kakayahang magamit, at gastos. Pumili ang mga tagagawa ng drive shaft mula sa ilang mga kategorya ng materyal depende sa mga kinakailangan ng torque, bilis ng pagpapatakbo, mga target sa timbang, at dami ng produksyon ng application.
Ang mga carbon at alloy na bakal ay nananatiling nangingibabaw na materyal para sa pagmamanupaktura ng drive shaft sa buong automotive, trak, at mga pang-industriyang aplikasyon. Ang mga medium na carbon steel gaya ng SAE 1045 ay malawakang ginagamit para sa mga solidong shaft sa mga mas mababang torque application dahil sa magandang kumbinasyon ng lakas, tibay, at machinability sa medyo mababang halaga. Para sa mas mataas na-torque o fatigue-critical application, ang mga alloy na bakal gaya ng SAE 4140 (chromium-molybdenum steel) at SAE 4340 (nickel-chromium-molybdenum steel) ay tinukoy. Ang mga gradong ito ay nagkakaroon ng makabuluhang mas mataas na ani at tensile strength pagkatapos ng heat treatment — 4140 ay karaniwang nakakamit ng 650–1,000 MPa yield strength depende sa heat treatment, habang ang 4340 ay maaaring umabot sa 1,400 MPa o mas mataas sa demanding aerospace at racing applications. Ginagamit ang mga case-hardening na steel gaya ng SAE 8620 kapag kailangan ang isang matigas, lumalaban sa pagsusuot na ibabaw na sinamahan ng matigas na core, tulad ng sa mga splined drive shaft na dapat labanan ang pagkabalisa at pagsusuot sa spline interface.
Karamihan sa mga automotive at truck driveshafts ay gumagamit ng hollow steel tubes kaysa sa solid bar. Ang isang guwang na tubo ay nagbibigay ng halos kaparehong torsional stiffness at lakas bilang isang solidong shaft ng parehong panlabas na diameter ngunit sa isang fraction ng timbang, dahil ang torsional stress ay pinakamataas sa panlabas na ibabaw at ang gitnang materyal ay nag-aambag ng kaunti sa torsional resistance. Ang mga seamless cold-drawn steel tubes (karaniwang 1026 o 1020 DOM — iginuhit sa ibabaw ng mandrel) ay ang pamantayan para sa automotive driveshaft tube manufacturing. Ang kapal ng pader ng tubo, panlabas na diameter, at grado ng bakal ay pinili sa pamamagitan ng mga kalkulasyon ng torsional at bending stress upang matugunan ang torque ng sasakyan at mga kinakailangan sa kritikal na bilis.
Aluminum driveshafts — pangunahing ginawa mula sa 6061-T6 o 7075-T6 alloy tube — ay nag-aalok ng 60-65% pagbabawas ng timbang kumpara sa katumbas na steel shafts. Ang pagtitipid sa timbang na ito ay nagpapabuti sa ekonomiya ng gasolina ng sasakyan, binabawasan ang umiikot na pagkawalang-galaw (pagpapabuti ng pagtugon sa acceleration), at pinapababa ang NVH (ingay, panginginig ng boses, kalupitan) sa pamamagitan ng pagtaas ng kritikal na bilis ng baras. Ang pagmamanupaktura ng aluminum driveshaft ay karaniwan sa mga performance na sasakyan, magaan na trak, at mga aplikasyon ng karera. Ang pangunahing hamon sa pagmamanupaktura sa aluminyo ay ang pagkamit ng maaasahang yoke o end fitting attachment — ang mas mababang lakas ng aluminyo ay nangangailangan ng maingat na disenyo ng magkasanib na, kadalasang gumagamit ng friction welding o mga paraan ng press-fit-and-bolt attachment kaysa sa conventional arc welding.
Ang carbon fiber reinforced polymer (CFRP) driveshafts ay nag-aalok ng pinakamataas na tiyak na higpit at pinakamababang timbang ng anumang materyal sa drive shaft, na ginagawa itong mas pinili sa mga high-performance na automotive, motorsport, at aerospace application kung saan ang timbang at rotational dynamics ang pinakamahalaga. Gumagamit ang pagmamanupaktura ng CFRP driveshaft ng filament winding — isang proseso kung saan ang mga hibla ng carbon fiber na pinapagbinhi ng epoxy resin ay isinusuot sa isang mandrel sa tumpak na mga anggulo upang bumuo ng kinakailangang torsional at baluktot na katigasan — na sinusundan ng paggamot sa isang autoclave o oven. Ang mga kabit sa dulo ng metal ay pinagbuklod at mekanikal na ikinakabit sa pinagsama-samang tubo. Ang mga carbon fiber shaft ay maaaring makamit ang mga kritikal na bilis ng 2-3 beses na mas mataas kaysa sa katumbas na steel shaft, na nagpapahintulot sa mga single-piece driveshaft na palitan ang dalawang pirasong steel assemblies sa mas mahabang aplikasyon.
Ang isang kumpletong proseso ng pagmamanupaktura ng driveshaft ay nagsasangkot ng maraming magkakasunod na operasyon. Ang bawat hakbang ay bubuo sa nauna, at ang kontrol sa kalidad sa mga intermediate na yugto ay mahalaga upang maiwasan ang pagsasama-sama ng mga error na nakakaapekto sa pagganap ng panghuling produkto.
Dumarating ang hilaw na materyal sa tagagawa ng drive shaft bilang cut-to-length bar stock, seamless tube, o coiled tube depende sa paraan ng produksyon. Ang cold saw cutting o abrasive na cutoff na gulong ay pinuputol ang materyal sa magaspang na haba na may maliit na machining allowance. Ang mga putol na dulo ay binubura upang alisin ang matutulis na mga gilid na maaaring makapinsala sa downstream tooling o lumikha ng mga konsentrasyon ng stress. Para sa mga hollow tube shaft, ang tube straightness ay na-verify sa yugtong ito — ang mga tube na may sobrang bow ay tinatanggihan o itinutuwid bago ang karagdagang pagproseso, dahil ang tube straightness ay direktang nakakaapekto sa huling shaft runout at balanse.
Ang mga end fitting ng isang driveshaft - mga pamatok, flanges, at stub shaft - ay karaniwang ginagawa nang hiwalay sa pamamagitan ng hot forging o cold forging bago i-attach sa tube. Pinapainit ng hot forging ang steel billet sa 1,100–1,250°C at hinuhubog ito sa ilalim ng mga puwersang pangpindot sa isang die set. Ang hot forging ay gumagawa ng mga bahagi na may mahusay na daloy ng butil na nakahanay sa geometry ng bahagi, na nagreresulta sa mas mataas na lakas ng pagkapagod kaysa sa mga alternatibong machined-from-bar. Ang mga huwad na blangko ay pagkatapos ay pinuputol, pinasabog upang alisin ang sukat, at ipapasa sa mga operasyon ng machining. Para sa high-volume na produksyon ng automotive, karaniwan din ang cold forging ng mas maliliit na end fitting — ang cold forging ay nagdudulot ng mas mahigpit na dimensional tolerance at mas mahusay na surface finish nang direkta mula sa forge, na binabawasan ang kasunod na mga kinakailangan sa machining.
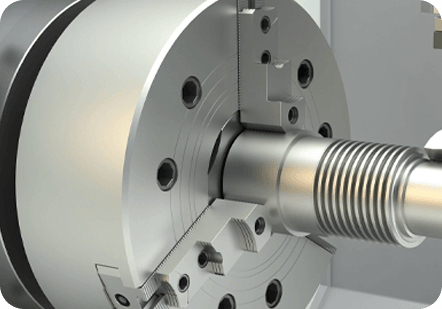
Itinatag ng mga operasyon ng precision turning ang mga kritikal na diameter, bearing journal surface, at shoulder features ng drive shaft. Ginagawa ng CNC turning centers ang baras sa pagitan ng mga sentro (gamit ang mga butas sa gitnang pinagbabatayan sa magkabilang dulo) upang mapanatili ang concentricity sa lahat ng naka-diameter. Ang mga bearing journal tolerance ay karaniwang h6 o k6 fit — na nangangailangan ng diametral accuracy sa loob ng 10–20 micrometers — na nakakamit sa pamamagitan ng finish turning na sinusundan ng cylindrical grinding. Ginagawa ang mga splined section sa pamamagitan ng hobbing, broaching, o CNC milling depende sa spline geometry at volume. Ang mga panlabas na spline sa mga automotive driveshaft ay pinaka-karaniwang cold-rolled sa halip na pinutol — ang malamig na rolling ay nag-aalis ng metal palabas upang mabuo ang mga spline na ngipin, na gumagawa ng work-hardened surface na may compressive residual stresses na makabuluhang nagpapabuti sa buhay ng pagkapagod kumpara sa machined splines.
Para sa mga steel driveshaft, ang tube at end yokes o flanges ay pinagdugtong sa pamamagitan ng welding — pinakakaraniwang friction welding (rotary o linear) o MIG/MAG welding. Ang friction welding ay ang gustong paraan sa high-volume automotive driveshaft production dahil gumagawa ito ng tuluy-tuloy na de-kalidad, ganap na pinagsama-samang mga welds na walang filler metal, porosity, o mga isyu sa heat-affected zone (HAZ) na nauugnay sa fusion welding. Sa proseso ng friction welding, ang isang bahagi ay umiikot sa mataas na bilis habang ang isa ay nakatigil at pinindot ito nang axially; Ang frictional heat ay nagpapaplastikan sa materyal ng interface, at kapag huminto ang pag-ikot, isang axial forge force ang nagpapatatag sa joint. Nakakamit ng friction-welded driveshaft joints ang 90–100% ng parent metal strength at maaaring gawin sa cycle times na 15–30 segundo bawat joint. Para sa mas mababang volume na pang-industriya at komersyal na mga shaft ng sasakyan, ang MIG welding na may naaangkop na preheat at post-weld inspection ay ang karaniwang paraan ng pagsali.
Ang paggamot sa init pagkatapos ng machining at welding ay bubuo ng mga kinakailangang mekanikal na katangian sa materyal ng baras. Ang through-hardening (quench and temper) ng mga alloy steel shaft ay nagdadala ng materyal sa tinukoy na tigas at lakas ng tensile — karaniwang 28–35 HRC para sa mga pangkalahatang industrial shaft at 38–48 HRC para sa mga application na may mataas na pagganap. Ang induction hardening ay malawakang ginagamit upang piliing patigasin ang mga bearing journal, spline, at iba pang mga wear surface sa shaft nang hindi pinatigas ang buong bahagi. Ang proseso ng induction ay nagpapainit ng isang localized zone nang napakabilis gamit ang electromagnetic induction, na sinusundan ng agarang quench cooling, na gumagawa ng isang matigas na martensitic surface layer (karaniwang 1–3 mm ang lalim) na may matigas na unhardened core. Ang mga induction-hardened surface ay karaniwang umaabot sa 55–62 HRC at may kapaki-pakinabang na compressive residual stresses na nagpapahusay sa fatigue resistance. Pagkatapos ng hardening, ang mababang temperatura na pag-temperatura sa 150–200°C ay nakakapag-alis ng mga stress ng pawi nang hindi binabawasan ang katigasan.
Ang heat treatment at welding ay palaging nagpapakilala ng ilang distortion sa shaft. Isinasagawa ang straightening sa isang press straightening machine o isang CNC-controlled straightening system na sumusukat sa shaft runout sa maraming punto at naglalapat ng kontroladong bending forces upang dalhin ang shaft sa loob ng tinukoy na straightness tolerance — karaniwang 0.2–0.5 mm total indicator runout (TIR) sa buong haba ng shaft para sa mga automotive application, at kasing higpit ng TIR shaft para sa precision na 0.05 mm sa industriya. Ang pag-straightening ay dapat gawin nang maingat upang maiwasan ang sobrang pagdiin sa baras o pagpasok ng mga natitirang stress na nagdudulot ng muling pagyuko sa serbisyo.
Ang cylindrical grinding ng mga bearing journal at sealing surface ay nagdudulot ng mga sukat sa huling tolerance at nakakamit ang kinakailangang surface finish. Ang mga bearing journal sa mga precision na industrial shaft ay karaniwang dinudurog hanggang sa Ra 0.4–0.8 µm at pinipigilan ang pagiging bilog sa loob ng 5 micrometer. Ginagamit ang walang sentrong paggiling para sa mga pinatigas na pin at mas maliliit na diameter ng baras kung saan hindi praktikal ang paggiling sa pagitan ng mga sentro. Ang ilang mga aplikasyon ay nangangailangan ng superfinishing (paghahasa o paghampas ng mga bearing journal sa Ra na mas mababa sa 0.1 µm) upang mabawasan ang alitan at pagkasira ng bearing. Ang surface shot peening ay inilalapat sa mga lugar na kritikal sa pagkapagod — lalo na sa fillet radii, spline runout, at weld toes — upang ipasok ang mga kapaki-pakinabang na compressive residual stresses na nagpapahaba ng tagal ng pagkapagod ng 20–50% kumpara sa mga hindi peened na ibabaw.

Ang dynamic na pagbabalanse ay isa sa pinakamahalagang operasyon sa pagmamanupaktura ng driveshaft at isa sa mga madalas na hindi maintindihan. Ang anumang umiikot na baras ay may mass na ipinamahagi sa paligid ng rotational axis nito, at kung ang mass distribution na iyon ay hindi perpektong simetriko, ang shaft ay bumubuo ng mga centrifugal force habang ito ay umiikot na nagbubunga ng vibration, ingay, mga bearing load, at sa huli ay nakakapagod na pinsala sa drivetrain. Kung mas mataas ang bilis ng pagpapatakbo, nagiging mas kritikal na balanse — kahit na ang maliliit na masa ng kawalan ng timbang ay lumilikha ng malalaking puwersang sentripugal sa mataas na RPM.
Ang mga driveshaft ay balanse sa mga dynamic na balancing machine na umiikot sa shaft at sumusukat sa mga puwersa ng vibration na nabuo sa dalawang correction plane nang sabay-sabay. Kinakalkula ng makina ang magnitude at angular na posisyon ng kawalan ng timbang sa bawat eroplano at ipinapakita ang kinakailangang pagwawasto. Ginagawa ang pagwawasto sa pamamagitan ng pagdaragdag ng mga timbang sa balanse (karaniwang maliliit na clamp o welded slug), pagbabarena o paggiling ng materyal mula sa mabibigat na lugar, o pagdaragdag ng correction clay para sa mga paunang pagsubok sa pag-setup. Ang mga automotive driveshaft ay karaniwang balanse sa ISO 1940 Grade G6.3 o mas mahusay, ibig sabihin ang natitirang tiyak na kawalan ng balanse ay mas mababa sa 6.3 gramo-milimetro bawat kilo ng mass ng baras bawat eroplano ng pagwawasto. Ang mga high-speed o precision shaft ay balanse sa G2.5 o G1.0. Pagkatapos ng pagbabalanse, ang baras ay muling pinapaikot upang i-verify na ang natitirang kawalan ng timbang ay nasa loob ng detalye bago ito pumasa sa panghuling inspeksyon.
Ang mga tagagawa ng drive shaft ay naglalapat ng isang layered na diskarte sa inspeksyon ng kalidad na pinagsasama ang mga in-process na pagsusuri sa bawat yugto ng pagmamanupaktura sa panghuling inspeksyon ng natapos na pagpupulong. Ang talahanayan sa ibaba ay nagbubuod sa mga pangunahing paraan ng inspeksyon na ginagamit sa pagmamanupaktura ng drive shaft at kung ano ang bini-verify ng bawat isa:
| Paraan ng Inspeksyon | Ang Sinusuri Nito | Stage Applied |
| CMM Dimensional Inspection | Lahat ng kritikal na diameters, haba, GD&T feature | Post-machining, pangwakas |
| Pagsukat ng Runout (TIR) | Ang tuwid at concentricity ng baras | Post-straightening, pangwakas |
| Hardness Testing (Rockwell) | Katigasan ng ibabaw at core pagkatapos ng heat treatment | Paggamot pagkatapos ng init |
| Magnetic Particle Inspection (MPI) | Mga bitak sa ibabaw at malapit sa ibabaw, mga depekto sa weld | Post-weld, post-grind, final |
| Ultrasonic Testing (UT) | Mga panloob na depekto, integridad ng hinang, mga bahid ng materyal | Post-weld, kritikal na mga aplikasyon |
| Pagsusuri sa Dynamic na Balanse | Ang natitirang kawalan ng timbang sa dalawang eroplano ng pagwawasto | Pagkatapos ng pagpupulong, pangwakas |
| Torsional Fatigue Testing | Ang buhay ng shaft sa ilalim ng cyclic torque loading | Pag-unlad, pana-panahong pag-audit sa produksyon |
| Pagsukat ng Kagaspang sa Ibabaw | Ra at Rz ng mga bearing journal at seal surface | Pagkatapos ng paggiling, pangwakas |
| Pag-inspeksyon ng Profile ng Spline | Spline tooth profile, lead, pitch, at fit class | Post-spline na operasyon, pangwakas |
Bagama't ang mga pangunahing proseso ng pagmamanupaktura ay magkatulad sa mga aplikasyon, ang produksyon ng drive shaft ay nag-iiba nang malaki sa detalye depende sa industriya at sa partikular na mga kinakailangan sa pagganap na kasangkot.
Ang pagmamanupaktura ng pampasaherong kotse at light truck driveshaft ay nailalarawan sa pamamagitan ng mataas na volume, mahigpit na kontrol sa gastos, at mahigpit na pamantayan ng kalidad ng OEM. Ang mga linya ng produksyon para sa mga propshaft ng sasakyan ay karaniwang gumagamit ng automated friction welding ng forged yokes sa DOM steel tubes, CNC balancing machine na isinama sa linya, at 100% end-of-line na pagsubok kabilang ang dimensional verification, weld integrity checks, at dynamic na pagkumpirma ng balanse. Kasama sa mga pinagsanib na assemblies ng constant velocity (CV) para sa mga front-wheel drive axle shaft ang precision grinding ng mga ball track, kinokontrol na heat treatment ng inner at outer race, at clean-room assembly upang maiwasan ang kontaminasyon ng grease-filled joint. Ang mga tagagawa ng automotive driveshaft ay dapat sumunod sa mga pamantayan ng pamamahala ng kalidad ng IATF 16949 at magsumite ng mga PPAP (Production Part Approval Processes) sa mga customer ng OEM bago ilunsad ang produksyon.
Ang produksyon ng pang-industriya na drive shaft para sa mga gearbox, pump, compressor, at mabibigat na makinarya ay karaniwang nagsasangkot ng mas mababang volume, mas malalaking sukat ng shaft, at mas mabibigat na kapal ng seksyon kaysa sa gawaing sasakyan. Ang mga shaft ay kadalasang ginagawa mula sa solid bar stock sa halip na tubo, at ang mga operasyon ng machining ay kinabibilangan ng mabibigat na roughing cut na sinusundan ng semi-finish at finish turning, grinding, at keyway broaching o milling. Ang mga mas malalaking industrial shaft ay ginagawang normal o ine-annealed bago i-machining upang mapawi ang forging o rolling stresses, pagkatapos ay pawiin-at-tempered sa mga huling katangian. Karaniwang mas malawak ang saklaw ng hindi mapanirang pagsubok sa mga industrial shaft — 100% ultrasonic inspection ng raw material at magnetic particle inspection ng mga natapos na surface ay karaniwan para sa mga kritikal na aplikasyon gaya ng gearbox output shafts sa wind turbine o marine propulsion system.
Aerospace driveshaft manufacturing — para sa helicopter tail rotors, aircraft accessory drive, at actuation system — ay nangangailangan ng pinakamataas na precision, material traceability, at proseso ng dokumentasyon ng anumang drive shaft application. Ang mga materyales ay karaniwang aerospace-grade 4340M (VAR — vacuum arc remelted) steel, titanium alloy (Ti-6Al-4V), o CFRP. Ang bawat lote ng materyal ay masusubaybayan sa natutunaw na sertipikasyon nito at mga rekord ng pagsubok sa makina. Ang lahat ng machining, heat treatment, at surface treatment operations ay ginagawa sa kontrolado, kwalipikadong mga proseso na may mga buong record na napanatili para sa buhay ng sasakyang panghimpapawid. Kasama sa inspeksyon ng NDT ang fluorescent penetrant inspection (FPI) ng lahat ng surface, ultrasonic inspection ng forgings, at dimensional na pag-verify sa mga CMM na may pagkakalibrate na masusubaybayan sa mga pambansang pamantayan. Ang mga natapos na aerospace shaft ay sumasailalim sa proof torque testing bago tanggapin, at ang flight-critical shafts ay maaaring mangailangan ng spin testing sa bilis ng pagpapatakbo upang ma-verify ang integridad ng istruktura.
Ang pag-unawa sa pinakamadalas na mga mode ng pagkabigo sa produksyon ng drive shaft ay tumutulong sa mga tagagawa na ipatupad ang mga naka-target na hakbang sa pag-iwas sa mga tamang hakbang sa proseso.
Ang isang disiplinadong proseso ng pagmamanupaktura ng drive shaft — na may malinaw na mga kontrol sa proseso, in-process na pagsukat, at huling pagsubok sa pag-verify — ang naghihiwalay sa mga driveshaft na tahimik na naghahatid ng daan-daang libong kilometro ng maaasahang serbisyo mula sa mga nagdudulot ng mga pagbabalik ng warranty, mga reklamo sa NVH, at mga pagkabigo sa field. Ang pamumuhunan sa kakayahan sa proseso sa bawat yugto ng pagmamanupaktura ay palaging mas cost-effective kaysa sa pagtuklas ng mga depekto sa huling inspeksyon o, mas masahol pa, sa larangan.
Si Fenglan ay Manufacturer ng Electrical Precision Parts sa China, Mga Manufacturer ng Automotive Precision Parts at Mga Supplier ng Industrial Precision Parts. Ang Iyong Maaasahang Kasosyo sa Paggawa ng Mga Bahagi at Bahagi mula noong 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, China
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, China  Pagkapribado
Pagkapribado



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17