2026-05-09
2026-05-09 Hindi lahat ng proyekto ay tumatakbo sa mass-production scale. Ang mga startup na gumagawa ng mga produktong pinaandar ng motor sa unang henerasyon, mga team ng engineering na nagpapatunay ng bagong disenyo ng drivetrain, at ang mga OEM na kumukuha ng mga pamalit na shaft para sa legacy na kagamitan ay pareho ang pangangailangan: isang maliit na bilang ng mga precision na motor shaft na ginawa sa eksaktong detalye, nang hindi pinipilit sa isang minimum na dami ng order na libo-libo. Ang small-batch na produksyon ng motor shaft ay pumupuno sa puwang na iyon — at ang demand para dito ay patuloy na lumago habang ang mga ikot ng pagbuo ng produkto ay nagiging mas maikli at ang mga custom na application ng motor ay nagiging mas laganap.
Ang hamon ay ang mga motor shaft ay hindi off-the-shelf na mga bahagi sa paraang karaniwang mga fastener o bearings. Ang diameter, haba, keyway geometry, surface finish, at materyal na grado ay kailangang tumugma sa partikular na motor housing at driven load. Ang pag-order sa maliliit na dami ay nagdaragdag ng isa pang patong ng pagiging kumplikado: ang mga gastos sa bawat unit ay mas mataas, hindi lahat ng mga machine shop ay naka-set up para sa mababang volume na katumpakan ng trabaho, at ang mga oras ng lead ay maaaring mag-iba nang malaki depende sa kung paano binubuo ng isang supplier ang kanilang production floor. Ang pag-unawa kung paano i-navigate ang mga salik na ito ay ang panimulang punto para sa isang matagumpay na small-batch order.
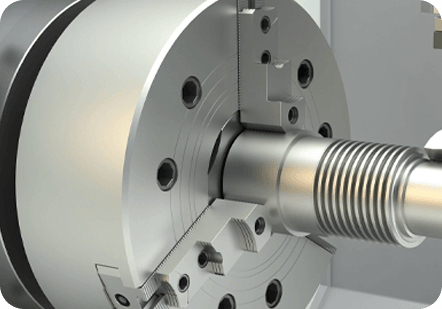
Bago maglagay ng anumang order, makakatulong na magkaroon ng isang malinaw na larawan kung ano ang gumagawa ng isang motor shaft bilang isang bahagi ng katumpakan sa halip na isang simpleng nakabukas na bahagi. Ang mga kinakailangan sa pag-andar ay hinihingi: ang baras ay dapat magpadala ng metalikang kuwintas nang walang deforming, mapanatili ang mahigpit na dimensional tolerance sa mga bearing contact zone, at labanan ang pagkapagod sa ilalim ng cyclic loading. Ang bawat materyal at geometry na desisyon ay dumadaloy mula sa mga kinakailangang iyon.
Pagpili ng materyal para sa maliit na batch motor shaft Ang machining ay karaniwang bumababa sa tatlong pangunahing mga opsyon, bawat isa ay may praktikal na trade-off:
| materyal | Karaniwang Marka | Pinakamahusay Para sa | Mga Tala |
| Carbon Steel | 1045, 1060 | Pangkalahatang layunin na mga motor, mga proyektong sensitibo sa gastos | Magandang machinability; heat-treatable para sa karagdagang tigas |
| Alloy na Bakal | 4140, 4340 | High-torque o high-speed na mga application | Superior na paglaban sa pagkapagod; pamantayan para sa mga pang-industriyang motor shaft |
| Hindi kinakalawang na asero | 303, 316 | Pagkain, medikal, o kinakaing mga kapaligiran | Mas mataas na gastos sa materyal at machining; mas mababang lakas kaysa sa haluang metal na bakal |
Kapag nagsusumite ng drawing o RFQ para sa custom na motor shaft, kailangang malinaw na tukuyin ang mga sumusunod na feature para maiwasan ang pabalik-balik sa machine shop:
Ang pagpapaubaya ay kung saan ang mga order ng small-batch na motor shaft ay kadalasang nagkakaproblema. Ang labis na pagtukoy sa mga pagpapaubaya ay nagdaragdag ng oras at gastos sa pagma-machining sa bawat bahagi; ang hindi pagtukoy sa mga ito ay humahantong sa mga isyu sa pagpupulong. Ang praktikal na diskarte ay maglapat lamang ng mga mahigpit na pagpapaubaya kung saan ang pagganap na pagganap ay tunay na nangangailangan ng mga ito at gumamit ng mga karaniwang komersyal na pagpapahintulot sa lahat ng dako.
Ang mga bearing seat ay ang pinaka-tolerance-critical zone sa isang tipikal na motor shaft. Ang k5 o m5 interference fit sa shaft OD ay karaniwan para sa press-fit bearings, habang ang j5 o h6 fit ay nababagay sa mga bearings na nangangailangan ng paminsan-minsang pagtanggal. Sa dulo ng drive - kung saan ang isang coupling, pulley, o gear ay nakikipag-ugnayan sa shaft - isang h6 o h7 tolerance sa diameter ng shaft ay karaniwang sapat. Ang mga pagpapaubaya sa lapad ng keyway ay sumusunod sa mga pamantayan ng ISO o DIN depende sa iyong target na merkado, at dapat na magagawa ng iyong supplier ang alinman.
Para sa surface finish, ang mga bearing contact zone ay karaniwang nangangailangan ng Ra 0.4–0.8 µm. Maaaring kailanganin ng mga lugar ng seal contact ang Ra 0.2–0.4 µm para maiwasan ang maagang pagkasira. Ang natitirang bahagi ng shaft ay maaaring iwan sa isang karaniwang naka-finish na finish (Ra 1.6–3.2 µm), na nagpapanatili sa oras at gastos ng machining sa check nang hindi naaapektuhan ang paggana.

Hindi lahat ng CNC machine shop ay angkop para sa low-volume precision motor shaft work. Ang ilang mga tindahan ay na-optimize para sa mataas na dami ng pagpapatakbo ng produksyon at tatanggihan ang mga maliliit na order o presyo ang mga ito nang hindi mapagkumpitensya. Ang iba ay dalubhasa sa prototype at short-run precision na mga bahagi at tunay na naka-set up upang mahawakan ang mga order ng 5, 20, o 50 piraso nang mahusay. Ang pag-alam kung ano ang hahanapin ay nakakatipid ng oras sa proseso ng sourcing.
Ang isang mahusay na istruktura na kahilingan para sa panipi ay nagpapaikli sa pabalik-balik at nagbibigay sa iyo ng mas tumpak na presyo nang mas mabilis. Sa pinakamababa, isama ang:
Ang pag-unawa sa kung ano ang nagtutulak sa gastos sa small-batch na pagmamanupaktura ng motor shaft ay nakakatulong sa iyong gumawa ng mas matalinong disenyo at mga desisyon sa pagkuha sa halip na tanggapin lamang ang unang quote na natanggap mo. Ang bawat unit na gastos sa mababang dami ng produksyon ay palaging mas mataas kaysa sa mass production, ngunit ang gap ay nag-iiba-iba depende sa kung paano ang bahagi ay idinisenyo at tinukoy.
Ang oras ng pag-setup ay ang nag-iisang pinakamalaking salik ng gastos sa maliit na dami ng pagpapatakbo. Ang isang CNC lathe ay kailangang i-program, gamitan, at i-verify bago maputol ang unang bahagi — at ang nakapirming gastos na iyon ay ikalat sa mas kaunting unit sa isang maliit na batch. Ang mga disenyo na nagpapaliit sa bilang ng mga pagpapatakbo, pagbabago ng tool, at muling pag-aayos ng bahagi ay gagawa ng mas mababang mga panipi. Kung saan posible, iwasan ang mga feature na nangangailangan ng mga pangalawang operasyon: off-center hole, complex cross-drillings, o non-standard keyway profiles lahat ay nagdaragdag ng oras.
Ang paggiling ay isa pang makabuluhang driver ng gastos. Kung ang iyong aplikasyon ay nangangailangan ng masikip na pagpapaubaya at pinong mga pagtatapos sa ibabaw sa mga bearing journal, kadalasang kinakailangan ang cylindrical grinding pagkatapos ng pagliko - pagdaragdag ng parehong oras at gastos sa kagamitan. Kung ang iyong disenyo ay nagbibigay-daan sa bahagyang mas maluwag na pagpapaubaya sa mga hindi kritikal na zone, hayagang tukuyin ang mga ito sa pagguhit sa halip na hayaan ang machinist na mag-default sa kanilang pinakamahigpit na pamantayan.
Para sa mga small-batch na mga order ng motor shaft — lalo na ang mga unang artikulo mula sa isang bagong supplier — ang papasok na inspeksyon ay dapat gawin bago pumasok ang mga bahagi sa pagpupulong. Ang pagkuha ng dimensional na hindi pagsang-ayon sa yugto ng paninda ay mas mura kaysa sa pagtuklas nito sa kalagitnaan ng pag-assemble o pagkatapos na mabuo at masuri ang isang motor.
Ang mga praktikal na pagsusuri na tatakbo sa isang natanggap na batch ng motor shaft ay kinabibilangan ng:
Para sa mga paulit-ulit na order mula sa isang kwalipikadong supplier, ang isang pinababang sampling plan ay makatwiran — ngunit ang isang buong unang artikulo na inspeksyon sa anumang bagong supplier o pagkatapos ng anumang pagbabago sa disenyo ay palaging nagkakahalaga ng puhunan sa oras.
Si Fenglan ay Manufacturer ng Electrical Precision Parts sa China, Mga Manufacturer ng Automotive Precision Parts at Mga Supplier ng Industrial Precision Parts. Ang Iyong Maaasahang Kasosyo sa Paggawa ng Mga Bahagi at Bahagi mula noong 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, China
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, China  Pagkapribado
Pagkapribado



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17