2026-05-22
2026-05-22 Ang isang gas spring ay mukhang mapanlinlang na simple - isang may presyon na silindro na may sliding rod. Ngunit ang bawat ibabaw na nagse-seal, gumagabay, o nagdadala ng load ay dapat na makina sa eksaktong mga detalye. Makaligtaan ang diameter ng bore ng kahit ilang hundredths ng isang milimetro at ang nitrogen gas ay dumudugo sa mga seal, nawawala ang na-rate na puwersa ng spring, at tinatanggihan ng isang customer ng OEM ang buong batch. Automotive gas spring CNC machining samakatuwid ay isa sa mga prosesong iyon kung saan ang mga pagpapaubaya ay hindi mapag-usapan, at ang bawat desisyon sa landas ng tool ay may downstream na kahihinatnan sa buhay ng produkto.
Tinatalakay ng artikulong ito ang mga kritikal na operasyon ng machining, materyales, kinakailangan sa pagpapaubaya, at mga hakbang sa pagtatapos sa ibabaw na kasangkot sa paggawa ng mga de-kalidad na bahagi ng automotive gas spring — sumisipi ka man ng isang production run o nagdidisenyo ng mga bahagi para sa paggawa.
Ang automotive gas spring assembly ay naglalaman ng ilang machined na bahagi, bawat isa ay may natatanging function at dimensional criticality. Ang pag-unawa sa kung ano ang ginagawa ng bawat bahagi ay ginagawang mas madaling tukuyin ang tamang proseso at pagpapaubaya mula sa simula.
Ang silindro ay ang panlabas na pabahay — karaniwang isang walang tahi na bakal o aluminyo na tubo na may hawak na may presyon ng nitrogen. Ang mga operasyon ng CNC dito ay nakatuon sa bore finishing at end-face machining. Ang panloob na bore ay dapat na hinasa o tapusin upang makamit ang parehong tamang diameter at isang pagkamagaspang sa ibabaw na sapat na mababa para sa mga seal ng piston na dumausdos nang walang labis na alitan o pagkasira. Ang mga panloob na diameter sa mga automotive gas spring cylinder ay karaniwang mula 10 mm hanggang 60 mm, na may mga bore tolerance sa hanay na H7 (karaniwang ±0.010–0.025 mm depende sa diameter).
Ang piston rod ay ang pinaka-dimensyon na kritikal na solong bahagi. Dapat itong diretso sa loob ng mahigpit na limitasyon, may diameter na hawak upang isara ang mga tolerance para sa seal fit, at may pang-ibabaw na finish na lumalaban sa pagkasira at kaagnasan. Ang pag-ikot ng CNC ay gumagawa ng baras na blangko; Ang kasunod na walang sentrong paggiling at hard chrome plating o nitrocarburizing ay karaniwang mga hakbang sa post-machining. Ang mga diameter ng rod ay karaniwang tumatakbo mula 6 mm hanggang 28 mm sa mga automotive application, at ang straightness deviations na lampas sa 0.05 mm na higit sa 300 mm ang haba ay maaaring magdulot ng piston binding at accelerated seal failure.
Ang piston mismo ay machined upang magkasya ang bore na may isang kinokontrol na clearance. Dala nito ang geometry ng gas-passage — mga grooves, butas, o stepped profiles — na namamahala sa gawi ng daloy ng gas sa panahon ng compression at extension. Lumilikha ng mga tampok na ito ang mga operasyon ng pagliko at paggiling ng CNC. Ang anumang burr na natitira sa isang gas passage o seal groove ay nagbabago sa mga katangian ng daloy at nanganganib sa pagkasira ng seal sa panahon ng pagpupulong.
Ang gabay ng baras ay nakahanay at sumusuporta sa piston rod sa bukas na dulo ng silindro. Nangangailangan ito ng tumpak na nababato na ID upang tumugma sa diameter ng baras at isang OD upang magkasya sa cylinder bore nang walang paglalaro. Ang mga takip ng dulo para sa mga selyadong disenyo ay kadalasang may crimped o sinulid sa lugar, kaya mahalaga ang geometry ng thread at face-squareness para sa pagpupulong na walang leak. Ang mga bahaging ito ay karaniwang naka-CNC sa bakal o mga plastik na pang-inhinyero na pinalakas ng mga pagsingit ng metal.
Naaapektuhan ng pagpili ng materyal ang bawat desisyon sa downstream na machining — mga bilis ng pagputol, pagpili ng tool, mga paraan ng pagtatapos sa ibabaw, at pamantayan sa panghuling inspeksyon. Ang mga bahagi ng automotive gas spring ay pangunahing ginawa mula sa isang maliit na hanay ng mga materyales, bawat isa ay may mga kilalang katangian ng machining.
| Component | Karaniwang Materyal | Pagsasaalang-alang sa Key Machining |
|---|---|---|
| Tubong silindro | Cold-drawn seamless steel (hal., ST52, E235) | Ang pre-drawn bore ay binabawasan ang panloob na machining; tapusin honing nakakamit ang pangwakas na Ra |
| Piston rod | Carbon steel na pinatigas ng case (hal., C45, 42CrMo4) | Hard chrome o nitriding pagkatapos ng pag-ikot ng CNC; paggiling sa huling diameter |
| Piston | Zinc die-cast, steel, o POM polymer | Ang mga bahagi ng die-cast ay kailangang tapusin ang pagliko; Ang mga bahagi ng polimer ay nangangailangan ng mababang init, matalim na mga tool |
| Gabay sa pamalo / takip ng dulo | Tanso, aluminyo, o bakal | Mga makinang tanso nang malaya; Ang aluminyo ay nangangailangan ng flood coolant para sa kalidad ng ibabaw |
| Mga magaan na variant | Aluminum haluang metal (hal., 6061-T6, 7075) | Posible ang mataas na rate ng feed; anodizing kinakailangan para sa proteksyon ng kaagnasan |
Ang bakal ay nananatiling nangingibabaw na pagpipilian para sa mga structural na bahagi dahil sa mataas na tensile strength nito at mahusay na nauunawaan na pag-uugali ng pagkapagod sa ilalim ng cyclic gas pressure load. Ang mga aluminyo na haluang metal ay mas madalas na ginagamit sa mga application ng pampasaherong kotse na sensitibo sa timbang — ang mga trunk lid struts ay isang karaniwang halimbawa — kung saan ang mas mababang operating pressure ay nagbibigay-daan sa mas manipis na mga seksyon ng dingding at mas maliliit na diameter ng rod. Para sa anumang bahagi ng aluminum gas spring, ang anodizing o hard coating ay sapilitan upang maiwasan ang fretting corrosion sa rod-seal interface.
Ang pagganap ng gas spring ay direktang pinamamahalaan ng dimensional na relasyon sa pagitan ng piston rod, cylinder bore, at mga elemento ng sealing. Ang pagtukoy sa mga pagpapahintulot na masyadong maluwag ay nanganganib sa pagtagas at maikling buhay ng serbisyo; ang pagtukoy sa mga ito nang mas mahigpit kaysa sa kinakailangan ay nagpapalaki ng gastos sa pagma-machine nang hindi nagdaragdag ng functional na halaga. Ang talahanayan sa ibaba ay nagbubuod ng mga praktikal na tolerance na target para sa mga key fit na interface.
| Interface | Uri ng Pagkasyahin | Karaniwang Pagpapahintulot (diameter) | Layunin |
|---|---|---|---|
| Piston rod OD / seal ID | Isara ang pagtakbo (f7/H7) | ±0.010–0.015 mm | Tinitiyak ang pagkakadikit ng seal nang walang rod drag |
| Cylinder bore / piston OD | Clearance (H7/e8) | 0.020–0.060 mm na clearance | Nagbibigay-daan sa paglalakbay ng piston nang walang kontak sa metal |
| Rod guide OD / cylinder bore | Transition (H7/js6) | 0–0.015 mm | Pinipigilan ang pag-ikot ng gabay; pinapanatili ang pagkakahanay ng baras |
| Thread sa dulo ng takip | 6H / 6g pamantayan | ISO metric, medium fit | Sealing sa ilalim ng presyon; kadalian ng pagpupulong |
Para sa mga kritikal na sukat ng bore, Ang pag-ikot ng CNC lamang ay bihirang sapat bilang panghuling operasyon . Idinaragdag ng Honing ang kumbinasyon ng katumpakan ng dimensional at kontroladong surface lay na kailangan ng mga seal — ang nakabukas na bore sa Ra 0.8 µm ay nagpapababa sa buhay ng seal kumpara sa isang honed surface sa Ra 0.2–0.4 µm. Ang mga diameter ng piston rod ay kaparehong finish-ground pagkatapos lumiko, na ang hakbang sa paggiling ay humahawak sa huling h6 o f7 tolerance band na kailangan para sa wastong pagkakaugnay ng seal.
Higit pa sa diameter, ang mga bahagi ng gas spring ay nangangailangan ng kontrol sa mga error sa form. Ang isang butas na nasa loob ng diameter tolerance ngunit makabuluhang out-of-round ay bubuo ng hindi pantay na compression ng seal, na humahantong sa mga naisalokal na daanan ng pagtagas. Ang mga kinakailangan sa roundness para sa cylinder bores sa automotive gas spring production ay karaniwang 0.003–0.008 mm (3–8 µm), na makakamit gamit ang de-kalidad na CNC turning na sinusundan ng honing sa isang dedikadong makina. Cylindricity — ang kumbinasyon ng roundness at straightness sa buong haba ng bore — ang pinakamahalaga para sa mas mahahabang cylinder kung saan ang thermal growth sa panahon ng machining ay maaaring magpasok ng mga error sa barrel o taper.
Ang mga halaga ng pagkamagaspang sa ibabaw ay tinukoy bilang Ra (arithmetic mean roughness) at dapat na ma-verify gamit ang isang profilometer, hindi tinatantya sa pamamagitan ng visual na inspeksyon. Ang cylinder bore at piston rod working surface bawat isa ay may natatanging mga target:

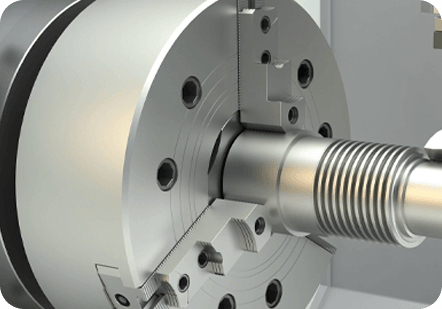
Ang cylindrical geometry ng mga bahagi ng gas spring ay gumagawa ng CNC na nagiging nangingibabaw na proseso ng pagmamanupaktura. Ang mga modernong CNC turning centers — partikular na ang twin-spindle, twin-turret machine — ay angkop sa automotive gas spring production dahil maaari nilang kumpletuhin ang isang bahagi sa isang setup, na inaalis ang mga error sa muling pag-aayos na nagpapababa ng concentricity sa pagitan ng bore at outer diameter.
Ang mga piston rod ay karaniwang ginagawa mula sa bar stock sa isang CNC lathe na may bar feeder. Kasama sa sequence ng pagliko ang magaspang na pag-ikot ng OD, pag-thread sa dulo ng attachment, undercutting para sa mga snap ring o seal groove, at chamfering. Dahil ang stock ng bar ay ang panimulang materyal, mahalaga ang katumpakan ng papasok na materyal — ang nakayukong bar stock ay nagpapakilala ng runout na dumadaloy sa natapos na rod at maaari lamang itama sa pamamagitan ng walang gitnang paggiling. Ang pagtukoy sa pagiging tuwid ng raw bar sa loob ng 0.5 mm bawat metro bago pinipigilan ng machining ang muling paggawa sa ibaba ng agos.
Ang mga bahagi ng gas spring ay mga produktong may mataas na dami. Ang mga supplier ng Automotive OEM na gumagawa ng sampu-sampung libong cylinder bawat buwan ay nangangailangan ng mga cycle time sa hanay na 30–90 segundo bawat bahagi upang maging cost-competitive. Tinutugunan ito ng twin-turret CNC turning centers sa pamamagitan ng pag-machining ng dalawang feature nang sabay-sabay — halimbawa, rough-turning the OD while finish-boring the ID — cutting cycle times by 30–50% kumpara sa sequential operations sa isang single-turret machine. Ang pagpapapatay ng mga ilaw sa magdamag na may automated na pagpapakain sa bar at pagkolekta ng bahagi ay higit na nagpapababa ng gastos sa bawat piraso para sa mataas na volume na pagtakbo.
Ang ilang disenyo ng gas spring ay nangangailangan ng mga radial port, cross-drilled fill hole, o milled flats sa cylinder end para sa assembly tooling engagement. Ang isang CNC turning center na may live na tooling ang humahawak sa mga feature na ito sa parehong setup gaya ng mga turning operations, na umiiwas sa pangalawang CNC milling operation. Ito ay partikular na mahalaga para sa mga gas fill port - maliit na diameter na mga butas na na-drill sa radially sa cylinder wall - kung saan ang katumpakan ng posisyon na nauugnay sa bore centerline ay nakakaapekto sa sealing plug fit.
Ang mga raw na CNC-machined surface ay halos hindi ang huling kondisyon sa ibabaw para sa mga bahagi ng automotive gas spring. Ang mga kinakailangan sa pagganap ng kaagnasan, pagkasira, at pagkikiskisan ay nagtutulak ng lahat ng mga paggamot pagkatapos ng machining na dapat isaalang-alang sa orihinal na mga dimensyon ng makina.
Ang hard chrome ay ang pinakakaraniwang pang-ibabaw na paggamot para sa mga piston rod. Ang isang tipikal na chrome layer na 10–25 µm ay idineposito pagkatapos ng paggiling, pagkatapos ay dinidikdik muli hanggang sa huling diameter. Ang pagkakasunud-sunod na "plate at giling" na ito ay nakakamit ng parehong katigasan ng ibabaw (900–1000 HV) na kailangan upang labanan ang pagkasira ng seal at ang Ra 0.1 µm finish na kinakailangan para sa mababang friction na operasyon. Nagdaragdag ang Chrome sa diameter ng rod, kaya dapat kalkulahin ang pre-chrome ground diameter upang makarating sa loob ng tolerance pagkatapos ng chrome deposit — isang hakbang na nangangailangan ng pare-parehong kontrol sa proseso ng plating at malapit na komunikasyon sa pagitan ng machining shop at ng plating facility.
Para sa mga application kung saan pinaghihigpitan ang chrome plating dahil sa mga regulasyon sa kapaligiran (ang hexavalent chrome ay napapailalim sa mga paghihigpit ng REACH sa Europe), ang nitrocarburizing — tinatawag ding ferritic nitrocarburizing o Tenifer/Melonite treatment — ay ang gustong alternatibo. Ang proseso ay nagpapakalat ng nitrogen at carbon sa ibabaw ng bakal upang bumuo ng isang hard compound layer na 10–20 µm ang kapal, na sinamahan ng mas malalim na diffusion zone na nagpapataas ng lakas ng pagkapagod. Hindi tulad ng chrome plating, ang nitrocarburizing ay nagdudulot ng kaunting pagbabago sa dimensyon (karaniwan ay wala pang 5 µm na paglaki), kaya ang tight-tolerance rods ay kadalasang naproseso nang walang post-treatment grinding step. Ang nagresultang ibabaw ay may mahusay na paglaban sa kaagnasan at isang katangian na madilim na kulay-abo na hitsura.
Ang mga cylinder bores ay tumatanggap ng honing pagkatapos ng pag-ikot ng CNC upang makamit ang huling diameter, bilog, at texture sa ibabaw nang sabay-sabay. Talampas honing — isang dalawang-hakbang na proseso ng paghahasa gamit ang isang mas magaspang na bato na sinusundan ng isang pinong pagtatapos na bato — gumagawa ng ibabaw na may mababaw na lambak para sa pagpapanatili ng langis at mga patag na taluktok na lumalaban sa pagkasira. Ang profile na ito ay sinusukat sa pamamagitan ng mga parameter ng Rk (core roughness depth, pinababang peak height, reduced valley depth) sa halip na mga simpleng Ra value, at dapat na tukuyin sa mga drawing para sa mga kritikal na bore application. Ang mga butas sa talampas na pinasadahan ng talampas ay makabuluhang pinahaba ang buhay ng seal kumpara sa mga tuwid na nakaliko o single-step na honed na ibabaw.
Ang mga cylinder tube at structural steel component na hindi nangangailangan ng wear surface ay karaniwang zinc-nickel electroplated para sa proteksyon ng corrosion. Ang zinc-nickel (12–15% nickel content) ay nag-aalok ng mas mahusay na salt spray resistance kaysa conventional zinc plating — karaniwang 720–1000 na oras hanggang pulang kalawang sa neutral na salt spray testing kumpara sa 120–240 na oras para sa zinc lamang. Para sa automotive exterior o underbody gas spring na nakalantad sa road salt at moisture, ang pagganap ng corrosion na ito ay kinakailangan ng karamihan sa mga detalye ng OEM.
Gumagana ang automotive gas spring machining sa ilalim ng mahigpit na mga sistema ng kalidad, karaniwang IATF 16949 o ISO 9001 na may mga kinakailangan ng customer na partikular sa automotive. Ang inspeksyon ay hindi pangwakas na gate — isinama ito sa daloy ng produksyon sa pamamagitan ng kontrol sa proseso ng istatistika at pagsukat sa proseso.
Ang air gauging ay ang gustong paraan para sa high-volume diameter inspection dahil ito ay mabilis (pagsusukat sa loob ng wala pang 2 segundo), hindi nakikipag-ugnayan, at lubos na nauulit. Ang isang air gauge spindle na ipinasok sa bore o inilagay sa paligid ng isang rod ay sumusukat sa air backpressure, na direktang nauugnay sa diameter sa pamamagitan ng isang calibration master. Karaniwang isinasama ang mga air gauge sa CNC turning cell kaya sinusukat ang bawat bahagi bago i-unload, na nagbibigay-daan sa real-time na feedback sa offset compensation system ng machine tool.
Ginagamit ang inspeksyon ng Coordinate Measuring Machine (CMM) para sa pag-apruba sa unang artikulo, panaka-nakang pag-audit, at anumang feature na hindi madaling masukat ng air gauging — kabilang ang diameter ng thread pitch, perpendicularity ng bore to face, at posisyon ng mga cross-drilled hole. Ang mga programa ng CMM para sa mga bahagi ng gas spring ay karaniwang isinusulat upang tumugma sa pagguhit ng mga callout ng GD&T, at ang mga resultang ulat ng pagsukat ay isinusumite sa customer bilang bahagi ng Proseso ng Pag-apruba ng Bahagi ng Produksyon (Production Part Approval Process (PPAP).
Pagkatapos ng pagpupulong, ang 100% leak testing ay karaniwang kasanayan para sa mga automotive gas spring. Ang pinakakaraniwang paraan ay gumagamit ng helium mass spectrometry o differential pressure decay testing. Mas praktikal ang differential pressure testing para sa high-volume production — ang naka-assemble na spring ay naka-pressurize sa isang test pressure, nakahiwalay, at anumang pagbaba ng presyon sa isang nakatakdang panahon (karaniwang 10–30 segundo) ay inihahambing laban sa isang reject threshold. Ang isang mahusay na na-calibrate na pagsubok sa pagkabulok ng presyon ay mapagkakatiwalaang matukoy ang mga rate ng pagtagas sa ibaba 1 cc/min ng nitrogen sa gumaganang presyon.
Ang mga inhinyero ng disenyo na tumutukoy sa mga bahagi ng automotive gas spring ay maaaring makabuluhang bawasan ang gastos sa machining sa pamamagitan ng pagsunod sa ilang praktikal na panuntunan. Ang mga ito ay hindi nakompromiso ang pag-andar — inihahanay nila ang disenyo sa mga likas na kakayahan ng pagliko ng CNC at mga kaugnay na proseso.
Si Fenglan ay Manufacturer ng Electrical Precision Parts sa China, Mga Manufacturer ng Automotive Precision Parts at Mga Supplier ng Industrial Precision Parts. Ang Iyong Maaasahang Kasosyo sa Paggawa ng Mga Bahagi at Bahagi mula noong 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, China
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, China  Pagkapribado
Pagkapribado



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17