2026-06-01
2026-06-01 Mga bahagi ng metal na makina ng CNC ay ang backbone ng precision manufacturing sa halos lahat ng industriya — mula sa aerospace turbine disc at medical implants hanggang sa hydraulic valve body at consumer electronics enclosures. Ang computer numerical control (CNC) machining ay nag-aalis ng materyal mula sa isang solidong metal na workpiece gamit ang tumpak na kontroladong mga cutting tool, na gumagawa ng mga bahagi na may dimensional na katumpakan, kalidad ng surface finish, at repeatability na walang ibang proseso ng pagmamanupaktura na palaging tumutugma. Kung ikaw ay nagdidisenyo ng mga custom na bahagi ng CNC na metal sa unang pagkakataon o nag-o-optimize ng isang umiiral nang programa sa produksyon, ang pag-unawa kung paano nakikipag-ugnayan ang pagpili ng materyal, mga pagpipilian sa disenyo, pagpapaubaya, at pagtatapos sa ibabaw kung ang mga natapos na bahagi ay gumaganap ayon sa nilalayon at kung ang gastos sa paggawa ng mga ito ay mapagkumpitensya. Sinasaklaw ng gabay na ito ang lahat ng dimensyong iyon sa praktikal, detalyeng nakatuon sa aplikasyon.
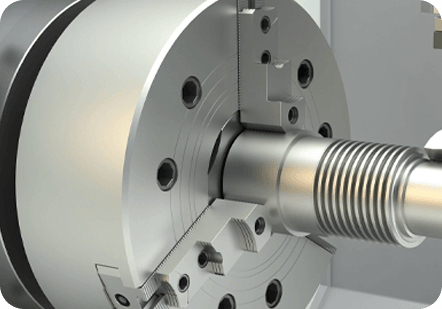
Ang CNC machining ay sumasaklaw sa ilang natatanging proseso ng pag-alis ng materyal — paggiling, pag-ikot, pagbabarena, pagbubutas, pag-tap, at paggiling — lahat ay kinokontrol ng mga numerical program na nagsasalin ng 3D CAD geometry sa mga tumpak na daanan ng tool na pinaandar ng servo-driven na machine axes. Ang pagtukoy sa katangian na naghihiwalay sa mga bahagi ng CNC machined metal mula sa mga casting, forging, o mga additive na bahagi ng pagmamanupaktura ay ang materyal ay ibinawas mula sa isang solidong billet, bar, o blangko na malapit sa hugis ng lambat upang makagawa ng panghuling geometry. Ang proseso ay nagsisimula sa isang hilaw na materyal na anyo na mas malaki kaysa sa natapos na bahagi, at ang mga tool sa pagputol ay nag-aalis ng lahat ng bagay na hindi bahagi.
Gumagamit ang mga CNC milling machine ng umiikot na multi-flute end mill, face mill, at drills para makagawa ng prismatic features — mga bulsa, slot, butas, counterbores, profile, at flat face — sa mga bahaging hawak sa vise o fixture. Ang 3-axis mill ay nagbibigay ng X, Y, at Z linear motion; Ang mga 4- at 5-axis na makina ay nagdaragdag ng mga rotary ax na nagbibigay-daan sa mga kumplikadong multi-face na feature na i-cut sa iisang setup. Pinaikot ng CNC turning centers ang workpiece habang ang mga nakatigil o live na cutting tool ay hinuhubog ang OD, inilalagay ang ID, nakaharap sa mga dulo, at pinuputol ang mga thread — na gumagawa ng mga cylindrical at conical na feature na katangian ng mga shaft, bushings, threaded connectors, at valve spools. Maraming modernong CNC machining center ang pinagsasama-sama ang paggiling at pag-ikot sa iisang makina — mga turn-mill center o multitasking lathes — kinukumpleto ang lahat ng feature ng kumplikadong rotational parts nang walang intermediate setup.
Ang precision CNC machined metal parts ay regular na nakakamit ang mga linear dimensional tolerance na ±0.025 mm (±0.001 inch) sa standard production at ±0.005 mm o mas mahigpit para sa precision ground o lapped features. Ang mga halaga ng pagkamagaspang sa ibabaw ng Ra 0.8 µm (32 µin) ay karaniwang may finish milling; nakakamit ang Ra 0.2 µm o mas mahusay para sa bearing at sealing surface. Ang mga antas ng pagganap na ito, na sinamahan ng kakayahang gumawa ng halos anumang geometry na maaaring isipin ng isang taga-disenyo, ay nagpapaliwanag kung bakit ang CNC machining ay nangingibabaw sa precision part production mula sa prototype hanggang sa dami ng produksyon.
Ang pagpili ng metal para sa CNC machined parts ay nakakaapekto sa bawat downstream variable — machinability, achievable tolerance, surface finish quality, post-machining heat treatment options, corrosion performance, at sa huli bahagi ng cost. Ang mga pangunahing pamilya ng mga metal na ginagamit sa CNC machining bawat isa ay may natatanging mga profile.
Ang aluminyo ay ang pinakamalawak na machined na metal sa precision CNC production, at para sa magandang dahilan. Ang machinability rating nito ay mas mataas kaysa sa bakal o titanium — ang mga aluminyo na haluang metal ay maaaring i-cut sa dalawa hanggang limang beses ang bilis ng hindi kinakalawang na asero, na kapansin-pansing binabawasan ang oras at gastos sa machining. Ang Aluminyo 6061-T6 ay ang karaniwang grade na pangkalahatang layunin: mahusay na machinability, mahusay na corrosion resistance, katamtamang lakas (tensile strength ~310 MPa), at malawak na surface finishing compatibility kabilang ang anodizing, bead blasting, at powder coating. Ang Aluminyo 7075-T6 ay nagbibigay ng mas mataas na lakas (~572 MPa tensile) para sa structural aerospace at mga bahagi ng depensa sa isang mababang halaga ng premium. Para sa mga optical mount, electronics housing, heat sink, pneumatic na bahagi, at structural bracket, ang aluminum CNC machined parts ay naghahatid ng pinakamahusay na kumbinasyon ng performance sa bawat dolyar ng anumang metal.
Ang hindi kinakalawang na asero na CNC machined parts ay tinukoy saanman kinakailangan ang corrosion resistance, mataas na temperatura, o pagsunod sa contact sa pagkain/pharmaceutical. Ang 303 stainless ay ang free-machining grade — ang mga karagdagan ng sulfur ay nagpapabuti sa pagkasira ng chip at binabawasan ang pagkasira ng tool sa halaga ng bahagyang nabawasan na resistensya sa kaagnasan; naaangkop ito para sa mga shaft, fastener, at hindi kritikal na bahagi ng istruktura. Ang 316L stainless ay nag-aalok ng napakahusay na resistensya sa kaagnasan (lalo na sa mga chloride at acid) at ito ang karaniwang materyal para sa mga bahagi ng medikal na aparato, kagamitan sa pagpoproseso ng pagkain, marine fitting, at hardware ng proseso ng kemikal. Ang 17-4 PH stainless ay maaaring tumigas ng precipitation hanggang ~1,170 MPa tensile strength habang pinapanatili ang magandang corrosion resistance, ginagawa itong workhorse material sa aerospace, defense, at oil-and-gas applications. Mga makinang hindi kinakalawang na asero sa humigit-kumulang kalahati ng bilis ng aluminyo — asahan ang mas mahabang tagal ng pag-ikot at mas mataas na gastos sa tooling kaugnay sa mga bahagi ng aluminyo na may katumbas na kumplikado.
Nag-aalok ang Titanium ng pinakamahusay na ratio ng strength-to-weight ng anumang karaniwang machined metal — ang Ti-6Al-4V (Grade 5) ay umabot sa ~950 MPa tensile sa density na 4.43 g/cm³ lamang, humigit-kumulang 60 porsiyento ng densidad ng bakal sa katulad o mas mataas na lakas. Ang biocompatibility nito ay ginagawa itong karaniwang materyal para sa orthopedic implants, dental component, at surgical instruments. Ang mga bahagi ng istruktura ng aerospace, mga piyesa ng makina ng karera, at mga kagamitang pang-sports na may mataas na pagganap ay nagtutulak din ng mataas na dami ng mga bahaging titanium CNC machined. Ang mga tradeoff ay makabuluhan: ang titanium ay may mababang thermal conductivity, na nagiging sanhi ng init upang tumutok sa cutting edge sa halip na mawala sa chips, na nagpapabilis sa pagkasira ng tool. Tumigas din ito sa panahon ng machining kung mali ang mga parameter ng pagputol. Ang mga bahagi ng Titanium ay nangangailangan ng carbide tooling, mataas na presyon ng coolant, konserbatibong mga feed at bilis, at mga may karanasang programmer - lahat ng ito ay nagsasalin sa mas mataas na gastos bawat bahagi kaysa sa aluminyo o banayad na bakal.
Ang carbon at alloy na bakal ay ang backbone ng mekanikal na CNC machined component — mga gears, shafts, housings, tooling, at structural na mga miyembro kung saan priority ang absolute strength, toughness, at cost efficiency. 1018 mild steel machine madali at ginagamit para sa mga low-stress bracket at fixtures. Ang 4140 chromoly steel ay ang standard na grado sa istruktura — heat treatable sa isang malawak na hanay ng mga antas ng tigas, na may mahusay na machinability sa annealed na kondisyon, mahusay na tigas pagkatapos ng heat treatment, at malawak na kakayahang magamit sa bar at plate. Ang A2 at D2 na tool steels ay ginagawang makina sa annealed state at pinatigas pagkatapos machining para sa cutting tools, dies, at wear components. Ang halaga ng hilaw na materyales ng bakal ay ang pinakamababa sa anumang metal na pang-inhinyero, na binabawasan ang mas mabagal na bilis ng machining nito kumpara sa aluminyo para sa mga application na may mataas na volume.
Ang C360 free-machining brass ay may pinakamataas na machinability rating ng anumang metal — kadalasang na-rate sa 100% (ang benchmark kung saan inihahambing ang lahat ng iba pang metal) — at gumagawa ng pinakamaikling, pinaka nakokontrol na chip ng anumang materyal. Ang mga brass CNC machined parts ay standard sa plumbing fittings, electrical connectors, instrumentation component, at decorative hardware. Ang mga makinang Beryllium copper (C172) ay makatuwirang mahusay at maaaring patigasin ayon sa edad hanggang sa kalidad ng tagsibol na tigas habang pinapanatili ang magandang electrical conductivity — ginagamit para sa mga electrical contact, spring, at precision na non-sparking na tool. Ang premium ng gastos ng tanso at tanso sa bakal ay nililimitahan ang kanilang paggamit sa mga aplikasyon kung saan ang kanilang mga partikular na katangian ay kinakailangan.
Ang talahanayan sa ibaba ay nagbubuod sa relatibong machinability, tipikal na makakamit na pagpapaubaya, at relatibong gastos sa bawat bahagi para sa pinakakaraniwang CNC machined na mga metal, na tumutulong sa mga inhinyero na gumawa ng mabilis na mga desisyon sa pagpili ng materyal.
| Metal / Grado | Rating ng Machinability | Karaniwang Pagpapahintulot (Karaniwan) | Kamag-anak na Halaga ng Bahagi | Mga Karaniwang Aplikasyon |
|---|---|---|---|---|
| Aluminum 6061-T6 | Magaling | ±0.025 mm | Mababa | Mga pabahay, bracket, heat sink, istruktura ng aerospace |
| Aluminum 7075-T6 | Napakahusay | ±0.025 mm | Mababa–Medium | Aerospace structural, high-load na mga bracket |
| Hindi kinakalawang na asero 303 | Mabuti | ±0.025 mm | Katamtaman | Mga shaft, fastener, mga bahagi ng instrumento |
| Hindi kinakalawang na asero 316L | Katamtaman | ±0.025 mm | Katamtaman–High | Mga kagamitang medikal, dagat, pagproseso ng pagkain |
| Bakal 4140 (annealed) | Mabuti | ±0.025 mm | Mababa–Medium | Mga gear, shaft, mga bahagi ng istruktura |
| Titan Ti-6Al-4V | Mahirap | ±0.025 mm | Mataas | Aerospace, medical implants, high-performance na sports |
| Tanso C360 | Magaling | ±0.025 mm | Katamtaman | Mga kabit, konektor, instrumentasyon |
| Inconel 718 | Napakahirap | ±0.05 mm | Napakataas | Mga bahagi ng makina ng jet, mga bahaging pang-industriya na may mataas na temperatura |
Ang pagtutukoy ng pagpapaubaya ay isa sa mga pinakamahalagang desisyon na ginagawa ng isang inhinyero kapag nagdidisenyo ng mga bahagi ng metal na makina ng CNC — at isa sa mga pinakakaraniwang pinagmumulan ng hindi kinakailangang gastos. Tinutukoy ng tolerance ang pinahihintulutang pagkakaiba-iba mula sa isang nominal na dimensyon: ang isang butas na tinukoy bilang 20.00 mm ± 0.025 mm ay nangangahulugan na ang panghuling dimensyon ay maaaring sumukat kahit saan sa pagitan ng 19.975 mm at 20.025 mm at katanggap-tanggap pa rin. Ang bawat dimensyon sa isang bahagi ng CNC machined ay may tolerance, alinman sa tahasan na tinatawag o implicit na inilapat sa pamamagitan ng pangkalahatang tolerance standard na isinangguni sa drawing title block.
Ang pinaka-tinatanggap na reference na pangkalahatang tolerance standard para sa CNC machined metal parts ay ISO 2768. Ang medium class (ISO 2768-m) ay tumutukoy sa pangkalahatang linear tolerances na ±0.1 mm para sa mga dimensyon sa pagitan ng 30–120 mm, at ±0.15 mm para sa mga dimensyon sa pagitan ng 120–400 mm. Ang fine class (ISO 2768-f) ay humihigpit sa mga ito sa ±0.05 mm at ±0.1 mm ayon sa pagkakabanggit. Ito ang mga tamang default para sa karamihan ng mga mekanikal na bahagi ng CNC kung saan ang mga feature ay hindi kailangang mag-mate sa mga precision clearance. Ang mga mas mahigpit na pagpapaubaya ay dapat lamang tawagin sa mga partikular na dimensyon kung saan ang paggana ay talagang nangangailangan ng mga ito - mga fit, mating surface, bearing seats, sealing surface, at positioning feature.
Ang epekto sa gastos ng paghihigpit sa pagpapaubaya ay hindi linear at makabuluhan. Ang mga karaniwang sukat ng pagpapaubaya ay ginagawa sa isang normal na production pass na walang espesyal na atensyon. Ang paghihigpit mula ±0.1 mm hanggang ±0.025 mm ay maaaring doble o triple ang oras ng machining para sa feature na iyon — nangangailangan ng mga finish pass, espesyal na tooling, at in-process na pagsukat. Ang paghigpit sa ±0.005 mm ay karaniwang nangangailangan ng mga operasyon sa paggiling o paghahasa pagkatapos ng machining, na posibleng tumaas ang halaga ng feature na iyon ng lima hanggang sampung beses. Ang disiplina sa engineering ng paglalapat ng pinakamaluwag na pagpapaubaya na nakakatugon sa kinakailangan sa paggana — hindi ang pinakamahigpit na makakamit — ay isa sa mga kasanayan sa pagbawas ng gastos sa pinakamataas na pagbabalik sa disenyo ng bahagi ng CNC.
Ang GD&T (bawat ASME Y14.5 o ISO 1101) ay lumalampas sa mga linear tolerance para tukuyin ang pinapayagang variation sa anyo, oryentasyon, lokasyon, at runout ng mga feature na nauugnay sa mga datum. Para sa CNC machined precision metal component, ang GD&T callouts para sa flatness, perpendicularity, true position, at cylindricity ay nag-uutos ng functional na mga kinakailangan nang mas tumpak kaysa sa mga coordinate tolerances lamang, at kadalasang nagbibigay-daan sa mas malawak na coordinate tolerances habang ginagarantiyahan pa rin ang assembly fit. Direktang gumagana ang mga Machinist at CMM programmer sa mga callout ng GD&T sa panahon ng produksyon at inspeksyon — tiyaking hindi malabo ang mga drawing at tinutukoy ang tamang ASME o standard na bersyon ng ISO upang maiwasan ang mga hindi pagkakaunawaan sa interpretasyon sa panahon ng kwalipikasyon ng supplier.

Ang mga as-machined na bahagi ng metal na CNC ay nagtataglay ng mga nakikitang marka ng tool — karaniwang parallel cusps mula sa landas ng tool — at isang pagkamagaspang sa ibabaw na tinutukoy ng geometry ng tool, feed rate, at cutting parameter na ginamit. Ang mga halaga ng As-machined Ra ay karaniwang nasa pagitan ng 0.8 µm at 3.2 µm para sa milled surface, na sapat para sa karamihan ng mga structural at mechanical application. Kapag ang hitsura, resistensya sa kaagnasan, resistensya ng pagsusuot, o partikular na enerhiya sa ibabaw ay kinakailangan, inilalapat ang mga paggamot sa ibabaw pagkatapos ng makina.
Ang anodizing ay isang electrochemical na proseso na nagko-convert sa ibabaw na layer ng aluminum sa aluminum oxide, na lumilikha ng isang matigas, corrosion-resistant, electrically insulating layer na integral sa base metal. Ang Type II anodizing ay gumagawa ng mga layer na 5–25 µm ang kapal at ito ang karaniwang cosmetic at corrosion-resistance finish para sa aluminum CNC parts — available sa malinaw (natural) o malawak na hanay ng mga kulay ng dye. Ang Type III hard anodizing (hard coat) ay gumagawa ng mga layer na 25–100 µm sa Rockwell hardness na ~65 HRC, na nagbibigay ng pambihirang wear resistance para sa mga sliding at bearing surface. Ang anodizing ay nagdaragdag ng kaunting pagbabago sa dimensyon (karaniwan ay kalahati ng kapal ng layer ay idinaragdag sa ibabaw; ang isa pang kalahati ay pumapalit sa base metal), na dapat isaalang-alang sa mga tampok na tight-tolerance sa pamamagitan ng pre-machining na bahagyang maliit sa mga lugar ng anodize.
Ang electroplating ay nagdedeposito ng metalikong layer (zinc, nickel, chrome, ginto, pilak, o iba pang mga metal) sa machined surface sa pamamagitan ng electrochemical deposition. Ang zinc plating ay nagbibigay ng matipid na proteksyon ng kaagnasan para sa mga bahagi ng bakal. Ang electroless nickel plating ay nagdedeposito ng pare-parehong kapal ng nickel-phosphorus alloy layer anuman ang bahagi ng geometry — kabilang ang mga inside bores at recesses — ginagawa itong mas gustong plating para sa mga kumplikadong CNC machined parts na nangangailangan ng pare-parehong corrosion at proteksyon sa pagsusuot. Ang hard chrome plating ay bumubuo ng Vickers hardness na higit sa 900 HV at ginagamit para sa hydraulic cylinder rods, wear surfaces, at precision gauge. Ang kapal ng plating layer sa mga feature na tight-tolerance ay dapat kontrolin at isaalang-alang sa mga pre-plating na dimensyon.
Ang passivation ay nag-aalis ng mga libreng compound ng bakal at bakal mula sa ibabaw ng hindi kinakalawang na asero sa pamamagitan ng paglulubog sa mga solusyon sa nitric o citric acid, na nagpapahintulot na mabuo ang isang pare-pareho, passive na layer ng chromium oxide. Pinahuhusay nito ang likas na resistensya ng kaagnasan ng hindi kinakalawang na asero nang hindi nagdaragdag ng materyal sa ibabaw — ang mga passive na dimensyon ay epektibong hindi nagbabago. Ang passivation ay karaniwang kasanayan para sa hindi kinakalawang na asero na CNC machined parts sa mga medikal, pagproseso ng pagkain, parmasyutiko, at marine application, at karaniwang kinakailangan ng ASTM A967 o ASTM A380 sa mga regulated na industriya.
Ang powder coating na electrostatically ay naglalapat ng dry polymer powder sa mga metal na ibabaw, na pagkatapos ay ginagamot sa isang oven upang bumuo ng isang matibay, lumalaban sa epekto, dekorasyong finish na available sa libu-libong kulay at texture. Ang powder coating ay nagdaragdag ng 50–100 µm ng kapal at hindi dapat tukuyin sa mga ibabaw na mahigpit na tolerance nang walang masking o post-coat machining. Ito ay karaniwang ginagamit sa aluminum at steel CNC machined parts kung saan kailangan ang hitsura at corrosion resistance — mga equipment housing, panel, structural frames, at consumer product enclosures.
Ang pagsabog ng bead ay nagtutulak ng mga glass bead sa ibabaw ng bahagi sa ilalim ng presyon ng hangin, na lumilikha ng isang pare-pareho, matte, satin na texture sa pamamagitan ng pagpapapangit ng mga taluktok sa ibabaw nang hindi inaalis ang makabuluhang materyal. Ang proseso ay nag-aalis ng mga marka ng direksyon ng tool mula sa paggiling, na lumilikha ng pare-parehong visual na hitsura sa lahat ng mga ibabaw anuman ang direksyon ng landas ng tool. Ang bead blasted CNC machined parts ay karaniwang ginagamit bilang final finish sa aluminum housings at panels, o bilang hakbang sa paghahanda bago ang anodizing o powder coating upang matiyak ang pare-parehong hitsura ng finish sa huling bahagi.
Karamihan sa halaga ng isang CNC machined metal na bahagi ay tinutukoy bago ang unang chip ay naputol — ito ay naka-lock sa pamamagitan ng mga desisyon sa disenyo tungkol sa geometry, tolerances, materyal, at ang bilang ng mga setup na kinakailangan upang makumpleto ang bahagi. Ang pagtatasa ng disenyo para sa manufacturability (DFM) sa yugto ng disenyo ay regular na binabawasan ang gastos sa machining ng 15–40 porsiyento at makabuluhang pinuputol ang mga lead time nang hindi nakompromiso ang functionality ng bahagi.
Ang mga aplikasyon ng CNC machined metal component ay sumasaklaw sa halos lahat ng sektor ng modernong industriya, ngunit ang ilang industriya ay partikular na masinsinang gumagamit ng mga precision machined na bahagi ng metal dahil sa kanilang mga kinakailangan sa pagganap at mga regulasyong kapaligiran.
Aerospace CNC machined parts — structural brackets, engine components, landing gear fittings, hydraulic manifolds, sensor housings — ay ginawa sa aluminum, titanium, at nickel superalloys sa pinakamahigpit na tolerance at pinakamahigpit na kinakailangan sa kalidad ng anumang industriya. Ang AS9100 quality system certification, first article inspection (FAI) sa bawat AS9102, at material traceability mula sa mill cert hanggang sa natapos na bahagi ay mga karaniwang kinakailangan. Ang multi-axis 5-axis CNC machining ay pamantayan para sa mga kumplikadong bahagi ng istruktura; ilang bahagi ng titanium at Inconel aerospace ay may mga buy-to-fly ratio na 10:1 o mas mataas (10 kg ng hilaw na materyal na na-machine upang makagawa ng 1 kg na natapos na bahagi), na ginagawang mga kritikal na gastos sa pagpili ng materyal at kahusayan sa machining.
Ang mga orthopedic implant (pinapalitan ng joint, bone plates, screws), surgical instruments, dental component, at diagnostic equipment housing ay mga pangunahing kategorya ng medikal na CNC machined metal parts. Ang Titanium at hindi kinakalawang na asero 316L ang nangingibabaw na materyales. Kinakailangan ang sertipikasyon ng sistema ng kalidad ng ISO 13485 para sa paggawa ng kontrata ng medikal na aparato. Ang surface finish ay isang kritikal na performance variable para sa mga implant — Ang mga value ng Ra na 0.1–0.2 µm o mas mataas ay tinukoy para sa mga articulating surface upang mabawasan ang pagbuo ng mga wear debris, na nangangailangan ng finish grinding o electropolishing pagkatapos ng CNC machining.
Ang high-volume na automotive production ay gumagamit ng CNC machining lalo na para sa mga sangkap na nangangailangan ng katumpakan na hindi makakamit ng pag-cast o forging lamang - mga cylinder head at block ng engine (finish machining ng mga butas, mukha, at sinulid na butas), transmission housing, caliper body, at precision shaft. Ang mga application ng motorsport at performance na automotive ay halos eksklusibong gumagamit ng CNC machined metal parts — titanium connecting rods, aluminum uprights at suspension components, billet aluminum intake manifolds, at precision wheel hubs ang lahat ng mga halimbawa. Ang sertipikasyon ng sistema ng kalidad ng IATF 16949 at dokumentasyon ng PPAP (Production Part Approval Process) ay pamantayan sa mga supply chain ng produksyon ng sasakyan.
Ang mga downhole drilling tool, wellhead component, valve body, manifold block, at pressure vessel fitting sa industriya ng langis at gas ay nangangailangan ng malaking diameter na pag-ikot at paggiling ng CNC sa mga high-strength alloys kabilang ang 4140 steel, Inconel, at Duplex stainless. Ang mga bahagi ay napapailalim sa matinding presyur, kinakaing unti-unti na kapaligiran, at pagbibisikleta ng temperatura na nangangailangan ng parehong pagganap ng materyal at katumpakan ng dimensional. Ang NACE MR0175/ISO 15156 na mga kinakailangan sa kwalipikasyon ng materyal para sa mga kapaligiran ng sour service (H₂S) ay naghihigpit sa mga pinapayagang materyales at mga estado ng heat treatment para sa maraming bahagi ng downhole.
Ang precision aluminum at stainless steel CNC machined parts ay standard sa semiconductor capital equipment — wafer handling robot arms, mga bahagi ng vacuum chamber, precision stages, at metrology fixtures. Ang flatness, parallelism, at positional tolerances sa hanay na ±0.005 mm ay karaniwan para sa mga bahagi ng kagamitang semiconductor. Ang aluminyo 6061-T6 at 7075-T6 ay pamantayan, na may matigas na anodizing na nagbibigay ng mga wear-resistant na ibabaw na kinakailangan para sa buhay ng robotic component. Consumer electronics enclosures — laptop chassis, phone frames, speaker housings — ay ginawa din sa mataas na volume mula sa CNC machined aluminum, na may bead blasted at anodized finishes na nagbibigay ng premium na hitsura na inaasahan ng market.
Kung ang pagkuha ng prototype na CNC machined parts o pagiging kwalipikado ng isang supplier para sa mga volume ng produksyon, ang parehong hanay ng mga katangian ng kakayahan at kalidad ay tumutukoy kung ang isang machining supplier ay maaasahang makagawa ng mga bahagi sa iyong mga kinakailangan.
Si Fenglan ay Manufacturer ng Electrical Precision Parts sa China, Mga Manufacturer ng Automotive Precision Parts at Mga Supplier ng Industrial Precision Parts. Ang Iyong Maaasahang Kasosyo sa Paggawa ng Mga Bahagi at Bahagi mula noong 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, China
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, China  Pagkapribado
Pagkapribado



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17