2026-05-28
2026-05-28 Ang mga pagpapaubaya ay sinusukat sa ikasampu ng isang pulgada. Iyan ang mundo ng katumpakan ng mga bahagi ng CNC machining — mga bahaging ginawa ng mga tool sa makina na kinokontrol ng computer na nag-aalis ng materyal mula sa isang solidong workpiece upang makamit ang eksaktong mga dimensyon, mga pagtatapos sa ibabaw, at mga geometric na tampok. Hindi tulad ng general-purpose machined parts, ang mga precision na bahagi ng CNC ay pinapanatili sa mahigpit na tolerance, kadalasan sa loob ng ±0.001 inches (±0.025 mm) o mas mahigpit, depende sa application.
Ang core ng proseso ay automation. Ang isang modelong CAD ay isinasalin sa mga tagubiling G-code na nagdidirekta sa mga paggalaw ng axis, bilis ng spindle, rate ng feed, at lalim ng hiwa nang walang puwang para sa manu-manong interpretasyon. Ang bawat pass ng cutting tool ay sumusunod sa isang tinukoy na landas, kung kaya't dalawang bahagi na ginawa sa isang linggo na magkahiwalay sa parehong makina ay lumalabas na magkapareho ang sukat. Ang pag-uulit na iyon ang dahilan kung bakit kailangang-kailangan ang mga bahagi ng katumpakan ng CNC sa aerospace, mga medikal na device, robotics, automotive, at pagmamanupaktura ng electronics.
Ang naghihiwalay sa isang "katumpakan" na bahagi mula sa isang karaniwang machined na bahagi ay hindi lamang mas mahigpit na mga numero sa isang drawing — ito ay ang buong kapaligiran ng produksyon: mga silid ng makina na kinokontrol sa temperatura, mahigpit na balanseng tooling, mga protocol ng multi-point na inspeksyon, at mga certification ng materyal mula sa raw stock up. Kapag ang isang bahagi ay gumaganap ng isang istruktura o functional na papel sa isang mas malaking pagpupulong, ang precision CNC machining ay halos palaging ang tamang pagpipilian.
Ang iba't ibang mga operasyon ng pagputol ay nagsisilbi sa iba't ibang mga geometries, at ang pinaka-kumplikadong mga bahagi ng katumpakan ay nangangailangan ng kumbinasyon ng mga proseso. Ang pag-unawa kung aling operasyon ang gumagawa kung aling feature ang nakakatulong sa mga inhinyero na magsulat ng mas mahuhusay na mga guhit at tumutulong sa mga mamimili na magtanong ng mas matalinong mga tanong kapag kumukuha ng mga bahagi.
Gumagamit ang paggiling ng mga umiikot na multi-point cutting tool upang alisin ang materyal sa mga flat o contoured na ibabaw, mga puwang, mga bulsa, at mga butas. Pinangangasiwaan ng 3-axis milling ang karamihan ng mga prismatic na bahagi, habang ang 4-axis at 5-axis na milling machine ay maaaring ikiling ang workpiece o ang spindle upang maabot ang mga undercut at kumplikadong curved geometries sa iisang setup — binabawasan ang mga fixturing error na naiipon kapag ang isang bahagi ay kailangang i-reposition nang maraming beses.
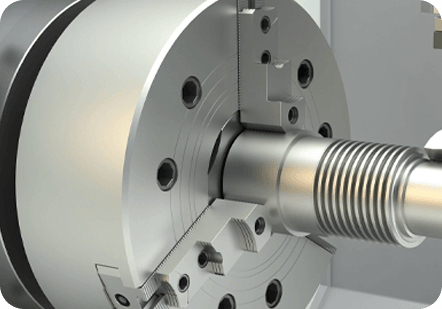
Pinaikot ng pag-ikot ang workpiece laban sa isang nakatigil na tool sa paggupit, na ginagawa itong go-to na proseso para sa mga cylindrical na bahagi: shafts, bushings, threaded fasteners, nozzles, at fittings. Ang mga modernong CNC turning center ay kadalasang may kasamang live na tooling — milling at drilling attachment — kaya ang mga cross-hole, flat, at keyway ay maaaring idagdag sa parehong operasyon nang hindi inililipat ang bahagi sa isang gilingan.
Ang mga Swiss-type na lathes ay gumagabay sa mahaba, payat na bar stock sa pamamagitan ng isang guide bushing na nakaposisyon na napakalapit sa cutting zone. Dahil ang materyal ay sinusuportahan mismo sa hiwa, ang mga makinang ito ay nakakamit ng pambihirang bilog at pang-ibabaw na pagtatapos sa maliliit na diameter na bahagi - isipin ang mga medikal na pin, dental implant, mga bahagi ng relo, at maliliit na balbula. Ang mga diameter sa ilalim ng 32 mm ay ang karaniwang sweet spot.
Ang EDM ay nagwawasak ng materyal gamit ang mga kontroladong electrical sparks kaysa sa mekanikal na pagputol. Pinuputol ng Wire EDM ang mga kumplikadong 2D na profile sa pamamagitan ng tumigas na bakal na halos walang puwersa ng pagputol, na ginagawa itong perpekto para sa mga mold cavity, punch-and-die set, at mga feature ng aerospace turbine na lumilihis sa ilalim ng kumbensyonal na tooling. Ito ay mas mabagal kaysa sa paggiling ngunit umabot sa mga tolerance na ±0.0001 pulgada sa matitigas na materyales.
Kapag ang isang bahagi ay nangangailangan ng patag na ibabaw na may single-digit na Ra surface roughness o sub-micron na dimensional na katumpakan, ang paggiling sa ibabaw ay tumatagal mula sa paggiling. Ang umiikot na abrasive na gulong ay nag-aalis ng mga micro-dami ng materyal sa mga pass na sinusukat sa ika-1000 ng isang milimetro. Ang mga hardened tool steel na bahagi at precision gauge block ay karaniwang mga kandidato.
Ang pagpili ng materyal ay nakakaapekto sa machinability, final tolerance capability, surface finish quality, at part performance. Ang tamang materyal para sa isang precision machined na bahagi ay nakasalalay sa mga mekanikal na kinakailangan, operating environment, mga target sa timbang, at mga pangangailangan sa post-processing.
| materyal | Mga Karaniwang Aplikasyon | Mga lakas | Mga pagsasaalang-alang |
|---|---|---|---|
| Aluminyo 6061-T6 / 7075-T6 | Aerospace bracket, housings, optical mounts | Napakahusay na machinability, magaan, magandang thermal conductivity | Mas mababang tigas kaysa sa bakal; madalas na kinakailangan ang paggamot sa ibabaw |
| Hindi kinakalawang na asero 303 / 316 | Mga instrumentong medikal, mga bahagi ng pagproseso ng pagkain, mga kasangkapan sa dagat | Corrosion resistance, biocompatibility | Work-hardens sa panahon ng pagputol; nangangailangan ng mas matalas na tool |
| Titanium Grade 5 (Ti-6Al-4V) | Aerospace fasteners, orthopedic implants | Mataas na ratio ng lakas-sa-timbang, mahusay na biocompatibility | Ang mahinang thermal conductivity ay nagiging sanhi ng pagkasuot ng tool; kailangan ang mabagal na bilis ng pagputol |
| Tanso (C360) | Mga katawan ng balbula, mga kabit, mga konektor ng kuryente | Natitirang machinability, mababang friction, corrosion-resistant | Hindi angkop para sa mataas na temperatura o mataas na lakas na mga tungkulin sa istruktura |
| SILIP | Mga kagamitan sa paghawak ng semiconductor, mga kagamitang medikal | Ang paglaban sa kemikal, mahusay na mga katangian ng mekanikal sa mataas na temperatura | Mataas na gastos sa materyal; nangangailangan ng maingat na paglikas ng chip |
| Carbon Steel 4140 | Mga shaft, gears, tooling fixtures | Mataas na lakas, mahusay na machinability bago hardening | madaling kapitan sa kaagnasan; madalas na nangangailangan ng patong |
Pro tip kapag nag-order: palaging humiling ng materyal na sertipiko (tinatawag ding mill cert o certificate of conformance) kasama ng iyong mga bahagi. Kinukumpirma ng dokumentong ito na ang hilaw na stock ay nakakatugon sa tinukoy na komposisyon ng haluang metal at mga mekanikal na katangian - isang hindi mapag-usapan na kinakailangan para sa aerospace, medikal, at mga supply chain ng depensa.
Ang mga precision machined parts ay lumalabas saanman ang failure ay hindi isang opsyon o kung saan man ang assembly clearance ay sinusukat sa microns. Ang mga sumusunod na industriya ay kumakatawan sa pinakamataas na dami at pinaka-hinihingi na gumagamit ng mga bahagi ng katumpakan ng CNC.
Ang mga blades ng turbine, katawan ng actuator, mga bahagi ng landing gear, at mga structural bracket ay lahat ay nangangailangan ng mahigpit na geometric tolerance at buong materyal na traceability. Ang mga bahagi ng Aerospace CNC ay karaniwang ginagawa mula sa aerospace-grade aluminum alloys, titanium, at high-temp nickel alloys. Ang AS9100 na sertipikasyon sa pamamahala ng kalidad ay ang baseline na kinakailangan para sa mga supplier sa sektor na ito.
Ang mga surgical instruments, orthopedic implants, at diagnostic equipment housing ay dapat matugunan ang mga pamantayan ng kalidad ng ISO 13485 at, para sa mga implantable na device, ang buong kinakailangan sa biocompatibility. Ang mga medikal na bahagi ng precision ng CNC ay kadalasang gawa mula sa 316L na hindi kinakalawang na asero o titanium Grade 5, at nangangailangan ang mga ito ng malinis na paghawak sa silid, walang burr na mga gilid, at traceability pabalik sa mga raw material na numero ng init.
Ang mga bahagi ng engine, mga bahagi ng transmission, mga link ng suspensyon, at mga bahagi ng sistema ng preno ay nakasalalay sa katumpakan ng CNC machining para sa dimensional na pagkakapare-pareho sa mataas na dami ng produksyon. Sa mga application ng motorsport, ang pagbabawas ng timbang ay nagtutulak ng mga materyales patungo sa aluminyo at titanium, habang ang mga tolerance sa mga bearing bores at valve seat ay pinananatili sa ±0.005 mm o mas mataas.
Ang mga semiconductor wafer handling robot, PCB test fixtures, at heat sink assemblies ay nangangailangan ng mga non-magnetic, dimensionally stable na precision na bahagi. Ang aluminyo at PEEK ay malawakang ginagamit dito. Ang mga flatness at parallelism tolerance sa mga ibabaw ng mating ay madalas na tinutukoy sa single-digit micron range upang matiyak ang tamang thermal contact o electrical isolation.
Ang mga robotic joint, servo motor housing, linear motion carriage, at end-effector na bahagi ay ginawang katumpakan upang mapanatili ang katumpakan ng posisyon sa milyun-milyong cycle. Anumang dimensional na slop sa isang machined joint ay direktang nagsasalin sa positional error sa tool tip, kaya naman ang precision CNC component ay pundasyon sa pagganap ng mga modernong robot na pang-industriya.

Pagpili ng isang supplier para sa katumpakan ng mga bahagi ng CNC machining ay isang dekalidad na desisyon gaya ng isang desisyon sa presyo. Ang isang mababang quote mula sa isang tindahan na walang kagamitan o mga sistema ng kalidad upang mahawakan ang iyong mga pagpapaubaya ay mas magastos sa mga tinanggihang bahagi, pagkaantala, at muling pag-sourcing kaysa sa isang bahagyang mas mataas na quote mula sa isang may kakayahang kasosyo. Narito ang titingnan:
Ang nag-iisang pinakamalaking pingga sa halaga ng precision CNC machined parts ay ang drawing mismo. Ang mga inhinyero na nauunawaan ang mga hadlang sa machining ay maaaring magdisenyo ng mga bahagi na mas mabilis gawin, mas madaling siyasatin, at mas malamang na makagawa ng scrap — nang hindi sumusuko sa anumang pagganap na pagganap.
Ang isa sa mga pinakakaraniwang mga driver ng gastos sa mga bahagi ng katumpakan ay ang labis na pagpapaubaya. Kung ang ±0.050 mm tolerance ay sapat sa pagganap, ang pagtawag ng ±0.005 mm ay doble o triple ang oras ng machining at magti-trigger ng mga karagdagang hakbang sa inspeksyon. Maglaan ng mahigpit na pagpapaubaya para sa mga feature na aktuwal na nakikipag-ugnay sa iba pang mga bahagi, nagdadala ng mga karga, o gumagawa ng mga sealing surface. Ang lahat ng iba pa ay dapat magdala ng pinakamaluwag na pagpapaubaya na gumagana pa rin.
Ang mga malalalim na bulsa na may maliit na radii sa sahig ay nangangailangan ng maliit na diameter na end mill, na marupok, mabagal, at mahal na patakbuhin. Ang isang bulsa na 50 mm ang lalim na may 1 mm na sulok na radius ay maaaring limang beses na mas mahal sa makina kaysa sa parehong bulsa na may 3 mm na sulok na radius. Hangga't maaari, magdisenyo ng panloob na radii upang tumugma sa mga karaniwang diameter ng tool at limitahan ang mga ratio ng depth-to-width sa hindi hihigit sa 4:1.
Sa tuwing ang isang bahagi ay hindi naka-clamp at na-reposition, may panganib ng naipon na positional error. Kung ang isang bahagi ay maaaring ganap na ma-machine sa isa o dalawang setup sa halip na apat, ito ay magiging mas tumpak, mas mabilis na gawin, at mas mura. Isipin kung paano ikakabit ang bahagi kapag naglalagay ng mga feature sa maraming mukha.
Ang mga non-standard na thread form at kakaibang diameter ng butas ay nangangailangan ng espesyal na tooling na maaaring wala sa stock ng mga machinist. Ang pag-standardize sa karaniwang sukatan o pinag-isang laki ng thread (M3, M4, M6 o #4-40, #6-32, 1/4-20) ay nagpapanatiling mababa ang mga gastos sa tool at maikli ang mga oras ng lead. Ang parehong logic ay nalalapat sa mga reamed na butas - ang pagtukoy ng karaniwang diameter ng reamer tulad ng 6H7 o 8H7 ay umiiwas sa mga custom na order ng tooling.
Nag-oxidize ang raw machined aluminum. Mga kalawang na bakal. Kahit na hindi kinakalawang na asero ay maaaring kaagnasan sa mga agresibong kapaligiran. Ang post-processing ay kung saan ang isang machined blank ay nagiging bahaging handa sa produksyon, nagdaragdag ng corrosion resistance, wear resistance, tigas, o cosmetic finish.
Ang isang precision machined na bahagi ay kasinghusay lamang ng pagsukat na nagpapatunay na ito ay nasa loob ng tolerance. Ang kontrol sa kalidad sa isang seryosong tindahan ng katumpakan ng CNC ay hindi isang pangwakas na gate sa pagtatapos ng produksyon — ito ay hinabi sa bawat hakbang.
In-process na inspeksyon gumagamit ng mga probing system sa machine tool mismo upang sukatin ang mga kritikal na feature sa kalagitnaan ng cycle at awtomatikong mabayaran ang pagkasuot ng tool. Nahuhuli nito ang drift bago ito makagawa ng isang batch ng mga bahaging wala sa tolerance. Gumagamit ang off-machine inspection ng mga CMM (coordinate measuring machine) upang i-verify ang kumplikadong 3D geometry laban sa orihinal na modelo ng CAD, na gumagawa ng isang pormal na ulat ng inspeksyon na may aktwal kumpara sa mga nominal na dimensyon para sa bawat kritikal na feature.
Para sa mga kinokontrol na supply chain, karaniwang kasama sa isang buong kalidad na pakete ang: mga ulat ng dimensional na inspeksyon, mga sertipiko ng materyal, inspeksyon sa pagtatapos (mga pagsukat ng pagkamagaspang sa ibabaw, visual na inspeksyon para sa mga burr), at isang sertipiko ng pagsunod na nilagdaan ng isang de-kalidad na engineer. Nangangailangan din ang ilang kontrata ng data ng statistical process control (SPC) na nagpapakita na ang proseso ng produksyon ay stable sa buong pagtakbo — hindi lang ang ilang sample na bahagi ay nasa loob ng tolerance.
Si Fenglan ay Manufacturer ng Electrical Precision Parts sa China, Mga Manufacturer ng Automotive Precision Parts at Mga Supplier ng Industrial Precision Parts. Ang Iyong Maaasahang Kasosyo sa Paggawa ng Mga Bahagi at Bahagi mula noong 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, China
Add: No.60, East Zhuanghe Road, Chunjiang Town, Wei Village, Xinbei District, Changzhou City, China  Pagkapribado
Pagkapribado



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17